Get in touch with Victorystar

UHT Milk Production Line – Dairy Milk Processing
Contents
show
The production of ultra-high-temperature (UHT) milk has changed the whole dairy industry, being the only method that provides long-life without sacrificing quality at the same time. This whole procedure has become the main innovation needed to raise the global market for safe and long-lasting dairy, not to mention the refrigeration reduction. In this particular article, we are going to take a close look at the UHT milk production line and reveal how the advanced processing technologies turn the raw milk into a stable and market-ready product. This will cover everything from the basic principles of heat treatment to the packaging that is specially designed for the longest possible preservation. Such a detailed overview will not only give but also enlighten you about the best methods applied in the modern dairy sector for milk processing. It does not matter whether you are an expert in the field, a supply chain manager, or just inquisitive about the product before its arrival at your table; this blog will certainly expose you to the fundamentals of the process and technologies involved in UHT milk production.
🥛
The Importance of UHT Technology in Milk Production

Ultra-high temperature (UHT) technology is an important factor in the milk industry as it assures safety and shelf-life prolongation. With UHT, the milk is heated to a very high temperature (usually around 135–150°C) for only 2–5 seconds, and then all the harmful microorganisms and spores that could spoil the milk or cause illness are killed. This treatment maintains the milk’s nutritional value and flavor, which can be stored in packaging under sterile conditions for up to several months without refrigeration. UHT technology has enormous benefits in places where there is no cold storage facilities and it also helps global distribution by decreasing the dependence on the cold chain.
🔬 Understanding UHT Milk and Its Benefits
Ultra-High Temperature (UHT) milk, also known as a dairy product, is a new milk that can be stored without refrigeration till it is used. The milk is heated to around 135–150°C (275–302°F) for 2 to 5 seconds, which kills pathogens and enzymes that cause spoilage. The process preserves the nutrients in the milk, keeps the waste low, and provides the supply chain with advantages, especially the ones that require long-distance transport. As for the consumers, it is a convenient, safe, and flexible option that can be used in many ways, thus it becomes a part of the food security strategy and cuts down the reliance on periodic cold storage systems.
✓ Extended Shelf Life
Can be stored for several months without refrigeration
✓ Nutritional Preservation
Maintains vitamins, minerals, and protein content
✓ Global Distribution
Enables long-distance transport without cold chain dependency
✓ Food Security
Critical in regions with limited cold storage infrastructure
How UHT Processing Extends Shelf Life
Ultra-high-temperature (UHT) processing is one of the most effective methods for keeping products fresh. It works by subjecting liquid to very high temperatures usually between 135°C and 150°C. The process destroys all microorganisms that can harm and spoil the product and at the same time, it allows keeping the best quality of the product in terms of chemical, physical, and sensory aspects. UHT treatment and aseptic packaging together can prolong the shelf life of the product, thus alleviating the need for cold storage. This technique not only improves the durability of storage but also greatly reduces the risk of microbial contamination, thus guaranteeing safety and quality throughout the supply chain.
🛡️
The Role of Aseptic Techniques in Dairy
Aseptic techniques are vital in the dairy sector as they make the entire process and packaging contamination-free and sterile thereby preventing microbial contamination. These techniques also guarantee that dairy products remain within safe and good quality limits and at the same time have a longer shelf life without preservatives. Aseptic processes are carefully planned from raw milk treatment to the final packing to reduce the risk of spoilage and pathogenic microorganisms. The combination of aseptic methods with UHT treatment not only allows the dairy industry to comply with the rules but also to produce the desired safe, first-class, and durable products for the whole world global market.
Leading UHT Milk Processing Line Manufacturers

A lot of big manufacturers offer UHT milk processing equipment. Their systems are efficient, and the quality of the products is guaranteed. Some of these companies are:
1
Tetra Pak
The company is known all over the world and has developed UHT processing solutions that are both energy-efficient and provide excellent aseptic packaging.
2
GEA Group
Besides garnering a reputation for its all-rounded processing technologies with, GEA offers UHT systems that one can adapt to the various different production needs.
3
Alfa Laval
The company is well-known for coming up with ideas for UHT machines that use less energy and are eco-friendly.
4
SPX FLOW
They have the UHT systems that vary greatly in different aspects, being provided by SPX FLOW, who are thus able to make efficient solutions for both small and large dairy operations.
Among other things, these companies are recognized as the industry leaders primarily because of their high-quality and continuous support to customers, and thus, they are the most favored suppliers of UHT milk processing lines worldwide.
Comparative Analysis of Technological Strengths
While looking into the technological advantages of top players in the UHT processing equipment market, different characteristics become visible. Tetra Pak’s modular system designs are the most prominent ones, which are built around scalability and operational efficiency, thus making it a perfect choice for plants with fluctuating production requirements. On the other hand, GEA Group brings to the front the precision engineering by offering advanced automation features, thus allowing seamless control over the process and the product quality in every batch. Alfa Laval’s name is synonymous with environmental friendliness thanks to its innovative technology that includes heat recovery systems and, consequently, low energy consumption and savings on operational costs. SPX FLOW, on the other hand, positions itself with broad applications that can be easily modifiable in accordance with different production capacities. Thus, the company provides the flexibility to serve both the niche and the mass market. These technologies developed by the aforementioned companies are converging at the same point of sustainability, reliability, and adaptability that are the most critical industry requirements, providing the respective solutions for the complex operational demands in UHT milk production.
| Manufacturer | Key Strength | Primary Focus | Best For |
|---|---|---|---|
| Tetra Pak | Modular system designs | Scalability & operational efficiency | Fluctuating production requirements |
| GEA Group | Precision engineering | Advanced automation | Quality control excellence |
| Alfa Laval | Environmental friendliness | Heat recovery & energy efficiency | Sustainability-focused operations |
| SPX FLOW | Broad applications | Flexibility & customization | Niche and mass markets |
Market Positioning and Supplier Insights
High-efficiency systems that manage scaling and precision are in great demand in UHT milk production market. The main suppliers Tetra Pak, GEA Group, and SPX FLOW are consistently ahead of their competitors because they combine advanced technology with strong engineering that supports both sustainability and operational effectiveness. Tetra Pak’s integration of processing and packaging solutions is a perfect example of market leadership, while GEA Group benefits from its modular and customizable systems. SPX FLOW is all about being operationally adaptable and addresses different production needs. Together these suppliers establish a market that is characterized by innovation, reliability, and proactive keeping up with changing consumer and regulatory demands.
Current Trends in UHT Milk Processing
The processing of UHT milk is progressively powered by the newer more energy-efficient technologies and the automation. The manufacturers are choosing for such equipment which has a big capacity and the skimming of energy consumption and the recovery system heat are the two main factors to maintain the quality of the product. Besides, the focus on the environment is strong, and many companies are practicing environmentally friendly activities like reduction of water and lower carbon footprints in their operations. Moreover, the modular and scalable UHT systems are the result of the demand for medium-length and long shelf-life dairy products in developing areas. The trends that are taking place in the sector are indicative of its being efficient, its being able to grow in size, and its being eco-friendly at the same time.
♻️
Sustainable Packaging Solutions
Packaging solutions that are environmentally friendly in the dairy sector are all about keeping the product’s quality and safety at the same time. Among the main innovations, the introduction of bio-based materials (like plastics from plants) and packaging that is either entirely recyclable or compostable has occurred. Through advanced material engineering, lightweight designs that use less material yet maintain the structural strength have been made possible. Moreover, the use of aseptic packaging tech not only cuts down on waste but also prolongs the life of the product, thus contributing to a decrease in food loss across the whole supply chain.
⚡
Energy-Efficient Processing
Innovations in energy-efficient processing are basically to consume fewer resources and still produce high-quality output. High-tech equipment like heat recovery systems that utilize waste heat produced during the making of the product are the most energy-saving techniques. Moreover, the introduction of variable frequency drives (VFDs) gives complete control over the motor speeds and, hence, energy wastage is kept at the minimum. Automation of processes also making the whole thing more efficient by running the operations that require no or little man power.
👥
Consumer Preferences Shift
Over the past few years, there were remarkable changes in the preferences of dairy consumers which were mainly caused by health-consciousness, environmental issues, and the popularity of plant-based products. People are more and more looking for products that contain no fat, are high in protein, and have no artificial additives. At the same time, there is also an increasing demand for lactose-free and vitamin-fortified products to cater to the special diets of some consumers.
Choosing the Right UHT Milk Processing Line
The choice of the best UHT milk processing line is determined by significant factors like production capacity, energy efficiency, and product versatility. Evaluate your production needs specifically in terms of the volume of daily output and the kinds of dairy products you plan to process. Make sure the equipment maintains industry hygiene and food safety standards while providing the possibility of future expansion. Automated energy-efficient operations are very helpful in cutting down the costs of the operation. In the end, take into account the manufacturer’s standing, after-sales support, and the machine’s compatibility with eco-friendly packing solutions to be in harmony with the changing market needs.
📋 Key Selection Factors
✓ Production Volume Considerations
Production volume is a crucial factor when it comes to deciding on the setup that is most suited to your production process. In the case of small-scale operations, it is advisable to select compact equipment with modular designs, thereby optimizing the space and making it possible to have gradual upgrades. Mid-scale producers should be equipped with machines that provide a good mix of throughput and operational flexibility so that they are able to handle variable demand quickly and efficiently. In contrast, large-scale production requires equipment that has a high capacity, is automated, and therefore is capable of producing large amounts while quality and consistency are still being maintained.
✓ Regional Requirements
The processing of dairy products in different regions is mainly determined by the regulations in each area, the tastes of the consumers, and the availability of resources. To give an example, in the US, the observance of FDA rules and the Pasteurized Milk Ordinance (PMO) requirements are of utmost importance, while in Europe, the following of the very strict EU regulations on hygiene and labeling is a major concern. Regions characterized by a high percentageof lactose intolerant people will require the dairy industry to use specialized technologies for producing lactose-free or plant-based alternatives.
✓ Equipment Evaluation
Assessing processing equipment and machines involves the analysis of various vital factors to guarantee best quality performance. The machinery must be in harmony with the local regulations, which include food safety, energy efficiency, and environmental sustainability. Furthermore, hardware requirements, growth in production, and maintenance costs should be analyzed to fit the exact needs of the manufacturing process. Sophisticated technologies, such as robotization and precise controls, are significant in boosting the efficiency of operation.
Operational Challenges in UHT Milk Production

One of the main challenges faced during the UHT milk production process is to keep the sterilization temperature consistent throughout to kill the microbes without ruining the quality of the milk. If the temperature is not stable, it may result either in ineffective sterilization or in product deterioration. The problem of fouling in heat exchangers is another issue that has to be dealt with. It lowers the efficiency of the whole processing and also makes maintenance more frequent and costly. Moreover, manufacturers have to be careful that their packaging is always airtight to keep the product from getting contaminated after sterilization because even a small defect can easily spoil the milk’s shelf life. To sum up, the requirement of following very strict safety and quality regulatory standards in different regions adds another layer of complexity to the operations. This means that there is always a need for monitoring and optimizing the processes.
⚠️ Common Issues Faced by Dairy Plants
Heat Exchanger Fouling
Can be mitigated through advanced CIP systems and heat-resistant materials to reduce maintenance and downtime.
Post-Sterilization Contamination
Efficient sealing methods and strict quality control checks during packing reduce contamination risks.
Regulatory Compliance
Automated monitoring systems and compliance software help maintain changing regulations across regions.
Strategies for Effective CIP Cleaning Systems
Multi-faceted approach is essential to optimize the performance of the Clean-in-Place (CIP) systems. Initially, CIP system should be designed accurately by ensuring right pipework configuration, making the water turbulent, and providing good draining system to keep the space free from residues. Secondly, the right cleaning agents customized to the specific soil type like alkaline detergents for fats and acid-based solutions for minerals say, should be selected. Flow rate, chemical concentration, time, and temperature are the critical parameters to be monitored in cleaning process so that cleaning efficacy is consistent. Moreover, the installation of real-time monitoring sensors and data analytics provides predictive maintenance in reducing the time of downtime and ensuring the compliance with hygienic standard. Finally, cleaning outcomes should be routinely verified through microbial and chemical residue testing which guarantees the reliability and efficiency of the CIP system.
Addressing Raw Material Quality Concerns
A big part of keeping product integrity and process efficiency is making sure that the raw materials used are of good quality. One way to do this is to impose strict processes for supplier qualification, which include the assessment of sourced materials and periodic audits, thereby reducing the risk of variations in raw material quality. In addition to this, the use of highly sophisticated analytical methods like spectroscopy, chromatography, and real-time inline monitoring not only improves the sensitivity to detecting contamination or deviations but also speeds up the process significantly. Furthermore, it is essential that the supply chain is well-established to maximize accountability. By having rigorous quality control routines and utilizing reliable testing methods, the manufacturers will be able to guarantee the same levels of quality and at the same time minimize the chances of product defects or recalls.
📚 Reference Sources
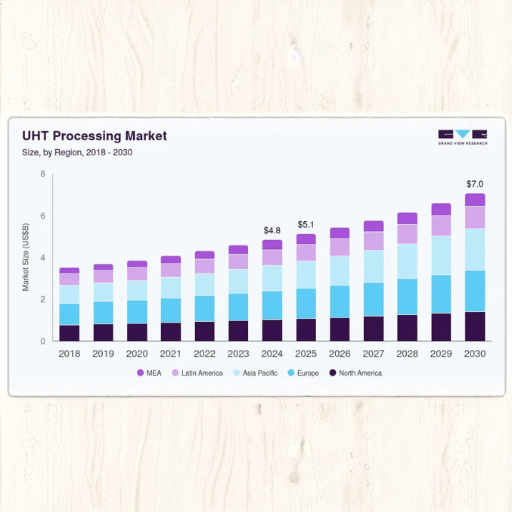
Fortune Business Insights – UHT Processing Market
It elaborates on the burgeoning demand for milk products with long shelf life and the consequent market growth.
Intel Market Research – UHT White Milk Market Outlook
This report delivers detailed analysis regarding UHT white milk market, particularly on the aspects of growth, trends and projections.
UHT Milk Products Market Report
It provides an overview of major groups and the factors that are contributing to the growth of the UHT milk products market.
Dairy Reporter – UHT Milk Innovations
It points out the UHT milk innovations and also the possibilities, but mainly targets the audiences for each segment.
Kuber Global Group – Global UHT Milk Supplier
It gives a brief on the peaceful and strategic expansion of UHT milk suppliers to the new market areas through their respective brands.
Frequently Asked Questions (FAQs)
Q
What exactly is UHT milk, and what makes its popularity?
In a nutshell, UHT milk (Ultra-High Temperature) is treated at extremely high temperatures which along with no refrigeration results in an extended shelf life hence it is perfect for areas with no cold storage.
Q
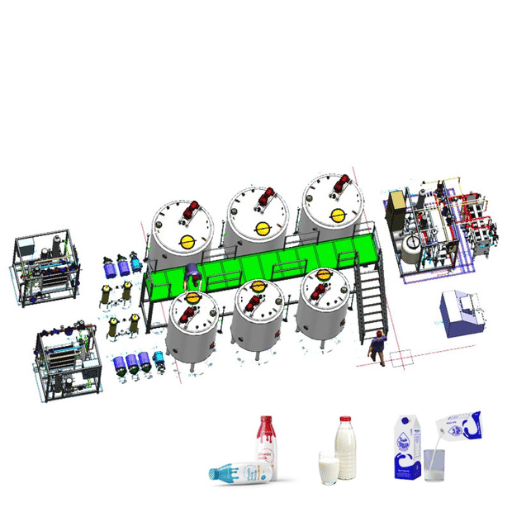
What do you get in a UHT milk processing line?
A regular UHT milk processing line is made up of systems for the milk reception, pretreatment, sterilization, homogenization, aseptic filling, and packaging.
Q
What are the capacities of UHT milk production lines?
The range of capacities is wide, from very small installations (1,000 l/h) to the biggest industrial lines (50,000 l/h or even more).
Q
What are some of the pros of UHT milk processing lines?
Among the pros of such processing are the extension of the product’s life, less need for chilled storage and the possibility of selling milk to faraway places.
Q
What certifications are required for UHT milk processing equipment?
Certifications like ISO, CE, and FDA compliance are essential to meet quality and safety standards.

Candy
Articles: 37


Trending now



