Get in touch with Victorystar

Advanced UHT Sterilizer Machine Solutions
Our latest UHT sterilizers feature high-tech advancements and unparalleled reliability for optimal output on your liquid food processing requirements.
Ultra-precise heating to 115°-135°C with temperature fluctuation control within ±0.5°C for optimal sterilization without quality loss.
Advanced PLC control system featuring an intuitive HMI interface, automated CIP/SIP systems, and monitoring of production data in real time.

Achieving maximum nutrient preservation while attaining 0.1-second heating. Direct steam injection makes for lightning-fast 2-5 second sterilization cycles.
Integrated heat recovery systems conserve more than 30% energy compared to conventional units, taking a huge chunk off cost during operations.
UHT Sterilizer Solving Your Critical Industry Challenges
Our UHT sterilizer tackles the most urgent challenges in liquid food processing, providing impactful solutions to streamline your operations.
Incomplete sterilization may result in spoilage, product recalls, and possible health threats, thereby damaging the reputation of a brand.
✓ Our Solution: Attain full commercial sterility and remove bacterial endospores without added preservatives while guaranteeing complete product safety.
Destructive impacts on flavor, color, and valuable constituents on sensitive products will occur if conventional heat treatment is employed.
✓ Our Solution: Direct UHT technology involving flash cooling retains taste, color, and nutritional profile preservation by minimizing heat exposure.
Production costs considerably increase due to energy-intensive processes, frequent cleaning, and manual operations.
✓ Our Solution: Experience over 30% energy savings through heat recovery; decreased labor costs due to automation; and reduced cleaning costs due to minimal fouling.
UHT Pasteurization Equipment Technical Specifications
| Parameter | Specification | Advantage |
|---|---|---|
| Temperature Range | 136°-149°C (277°-300°F) | Optimal sterilization with quality preservation |
| Processing Time | 2-5 seconds (0.1s direct injection) | Minimal heat damage, maximum nutrition retention |
| Capacity Range | 2,000 - 30,000 L/hr | Scalable from pilot to large industrial production |
| Temperature Accuracy | ±0.1°C with ±0.5°C fluctuation | Precise control ensures consistent quality |
| Heat Recovery | 85-90% efficiency | 30%+ energy savings vs. conventional systems |
| Material Construction | Stainless Steel 316L/304 | FDA compliant, corrosion resistant, hygienic |
| Control System | Advanced PLC with HMI touchscreen | User-friendly operation, data logging, remote monitoring |
| Pressure Range | Up to 10 bar working pressure | Suitable for high-temperature applications |
| Response Time | T90 ≤ 1.5 seconds | Rapid process adjustments, consistent quality |
Performance Metrics
100%
Sterilization Efficiency
9
Fat Separation Accuracy
30%
Energy Savings
2.5s
Processing Time
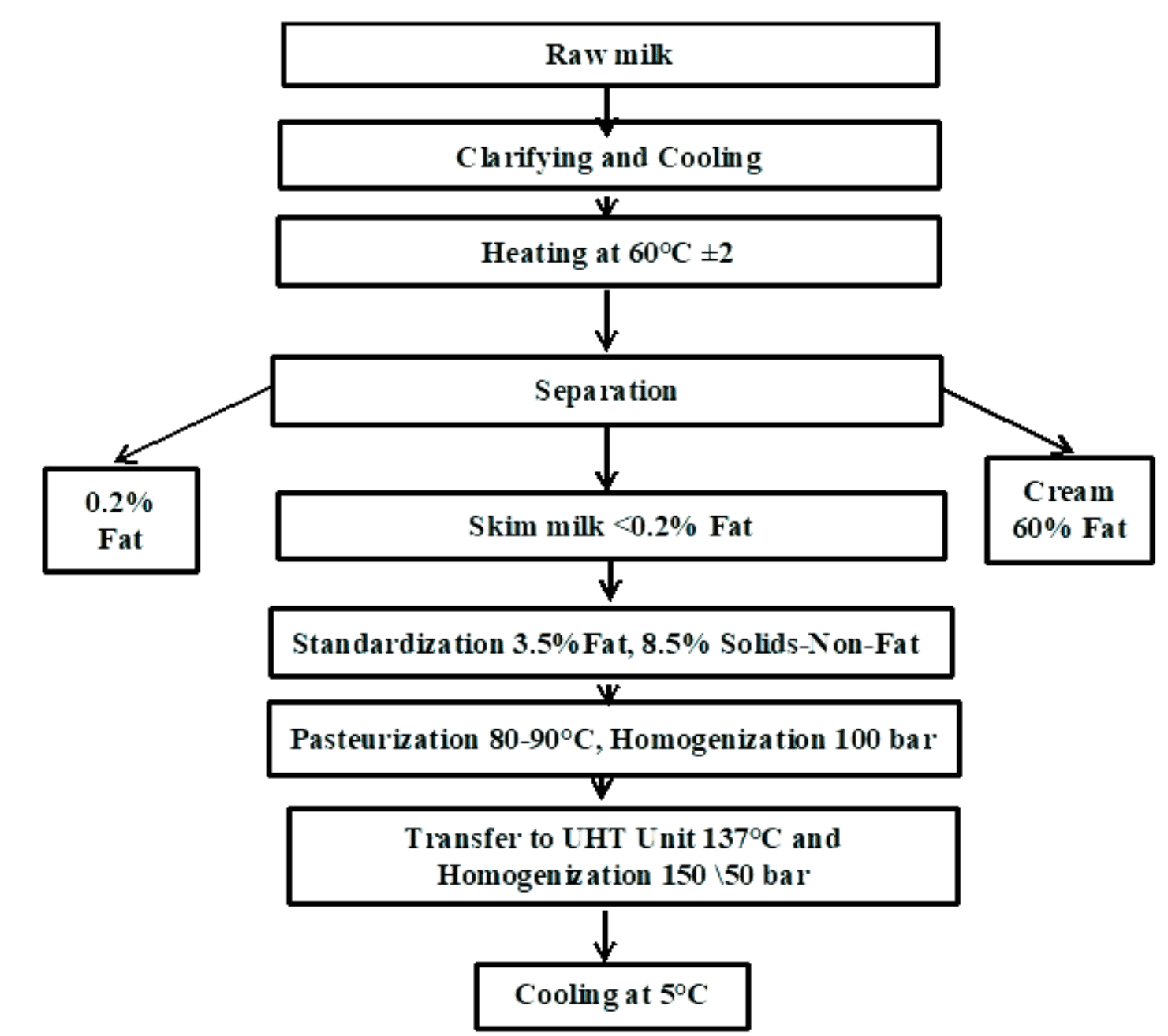
UHT Milk Process Flow Chart
Dive into our flow chart to see how it all works and why it stays fresh for so long!
Versatile Applications of UHT Sterilizer
From traditional dairy to new plant-based alternatives, our UHT sterilizer technology caters to different industries and kinds of products.
01
????Liquid Dairy Products
- UHT milk, flavored milk, cream, yogurt drinks, ice cream mix, and dairy desserts.
02
????Plant-Based Beverages
- Soy, almond, oat, coconut, rice, pea, and hemp seed milk alternatives.
03
✨ Fruit Juices
- Fresh fruit juices, nectars, ready-to-drink beverages, and smoothies.
01
????Sauces & Soups
- Tomato sauces, gravies, broths, cream soups, and liquid seasonings.
05
???? Baby Food
- Liquid infant formula, baby food purees, and nutritional supplements.
06
????️Nutritional Beverages
- Protein shakes, sports drinks, meal replacements, and health supplements.
Features of the UHT Sterilizer

The Ultimate Used Beverage Equipment: Buying Guide for Beginners
Acquiring secondhand beverage equipment provides businesses with a cost-efficient solution to launch operations or increase their existing activities. The process…

Predictive Maintenance in Beverage Manufacturing: A Game-Changer for Productivity
Predictive maintenance systems are changing how beverage producers manage their equipment performance and their production efficiency. This unique method uses…

Homogenizer Selection for Beverage Production: Key Factors to Ensure Quality and Efficiency
The right homogenizer is a vital element in the success of the beverages produced by beverage manufacturers because if the…

Beverage Can Filling Line Complete Guide: Ensuring Quality and Productivity
The Drinks Industry is a lot of action packed, effectively managed field. Efficiency and Quality are essential for every business…

Energy Drink Production Line Setup: Ensuring Quality and Operational Excellence
The appropriate operational framework enables your business to achieve optimal productivity while creating products that fulfill customer needs for your…

Preventive Maintenance for Beverage Equipment: Ensuring Longevity and Optimal Performance
The coffee shop which operates at full capacity and the bar and the restaurant need their equipment to be maintained…
Expert Guides to the UHT Sterilizer Machine
UHT Sterilizer HS Code
The HS Code for UHT sterilizers is typically 841989, as referenced in multiple sources
UHT Machine Price
The cost of UHT machines greatly depends on its type and size and can range anywhere between $17,000 and $99,990.
What is the UHT system of sterilization?
UHT sterilization system processes liquid food by heating it to temperatures between 135 to 150 degrees Celsius for a few moments, thus eliminating bacteria and other microorganisms.
UHT Milk Disadvantages
Disadvantages of UHT milk includes a “cooked” taste, loss of beneficial microorganisms, and possible adverse effects on gut and digestive health.
Which is better UHT or sterilized milk?
Although sterilized milk may have a more natural flavor, the extended storage period (shelf life) and storage conditions (room temperature) of UHT milk make it more convenient.
Does UHT milk go bad?
Unopened and properly stored UHT milk does not go bad, but once opened, it needs to be refrigerated and consumed within 7 days.



Customer Success Stories
Observe how industry leaders are revolutionizing their operations with our UHT sterilizer technology.
“Our dairy production has been transformed by Victorystar’s UHT system. The energy savings while maintaining product quality has been remarkable, 90% in fact. Our milk tastes as good as ever and, nutritionally, it has a 12-month shelf life.”

James Morrison
Production Director, Alpine Dairy Co.
“Technical support was excellent and the system remained dependable. The modular approach provided the flexibility to begin with a small system and expand it over time. We have no quality issues with the over one million liters processed yearly.”

Sarah Rodriguez
CEO, Fresh Beverages Inc.
“With the UHT process, both precision and gentleness have been remarkable. Our pharmaceutical liquid products achieve the highest standards of sterility and are cost-efficient. Excellent investment for our facility.”

Dr. Kevin Lee
Quality Manager, BioPharma Solutions
“The value of the energy savings and the ease of maintenance are remarkable. Acquiring this UHT sterilizer was a strategic decision for the value it adds to the long-term growth and quality of our business.”

David Kim
Quality Supervisor, Food Packaging Company
Frequently Asked Questions (FAQs)
An UHT sterilizer is a specialized machine utilized for the ultra-high temperature (UHT) treatment of liquid food products such as dairy items (for example, milk and flavored milk). The UHT process consists of heating and holding the product for a short duration at a temperature within the sterilization range (that is, above 135 °C) and destroys most microorganisms, while keeping the quality of the product and its shelf life intact.
UHT Treatment effectively achieves sterilization using a specific combination of temperature and processing duration. The food liquid is quickly heated by direct and indirect methods using tubular heat exchangers. The product is brought to temperature in the required short time for rapid processing in order to reduce the adverse impacts on the liquid food’s flavor and nutritional value.
UHT Sterilizer offers the ability to manufacture shelf-stable products and enhances their product quality by prolonging their shelf life without refrigeration. This is especially helpful for beverages and dairy (including safe-to-consume liquid) products.
UHT systems are mainly utilized on liquid food products, including different kinds of milk (UHT milk, pasteurized milk) and several other beverage products, including milk alternatives like soy milk. The UHT process can be used on other food products, more so those that are highly prone to spoilage and require high sterility.
UHT greatly increases the shelf life of dairy products, which is caused by the heat treatment that eliminates spoilage microorganisms. It allows white milk and flavored milk to be shelf-stable for a considerable duration which favors their storage and distribution.
A heat exchanger, and more particularly a tubular heat exchanger, is the most important element for indirect heating of liquid food in the UHT process. Owing to the efficient heat exchange, the system minimizes overheating and allows rapid temperature elevation to achieve the required sterilization temperature.
Aseptic packaging is done in a completely sterile environment that protects UHT processed products in sterile containers. This step is crucial to maintain the final product’s sterility and to avoid contamination, thereby ensuring the UHT treatment continues to provide an extended shelf life. A common example of aseptic packaging in the beverage industry is the Tetra Pak system.
Advanced control systems that employ PLC (Programmable Logic Controller) technology are used in UHT sterilizers to adjust and regulate essential parameters of the system, like temperature, processing duration, and flow rates. This contributes to consistent and optimal quality of the UHT sterilized aseptic products.
Trending now



