Get in touch with Victorystar

How The Ultimate Guide to Pasteurized Milk Processing Line Enhances Product Quality
Contents
show
Understanding Pasteurization and Its Importance in Dairy

What is Pasteurization?
Likewise, the GMP and HACCP help with the maintenance of quality safety. These frameworks identify points of possible contamination, stipulate corrective measures, and verify compliance with hygienic standards. It allows also for periodic analysis of the product for microbial content and trace residues to be presented so that any contaminated batch may be identified and destroyed before the end user. With all these safety measures in place and occurrence of sophisticated technologies, continuous effort is put in by the dairy sector in alleviating many risks in protecting public health and, moreover, lends greater assurance to the reliability of the product.
The Role of Pasteurization in Dairy Products
Classical pasteurization has served as a very good reference to some lesser-known emerging technologies. Some emerging technologies currently considered for food safety in relation with sensory quality of milk and dairy products are HPP and MVH. HPP involves high pressure rather than temperature in killing unwanted microorganisms in a product, retaining freshness and preventing thermal shock. The MVH allows uniform heating, thus preventing uneven pasteurization and the destruction of product integrity.
Moreover, research thus far shows the possibility of using these novel processes to lower energy consumption vis-à-vis traditional thermal methods, thereby rendering them more sustainable at a large scale of production. Thus, with these advancements in place, dairy producers can be sure that they comply with more stringent safety regulations and that they can meet consumer preference toward minimally processed, high-quality dairy products. The innovations are a testimony of pasteurization remaining in limelight, emphasizing the nexus of food safety, efficient processing, and sustainability of dairying.
Benefits of Pasteurized Milk Over Raw Milk
Maintaining health integrity and increasing shelf-life are some of the many benefits that pasteurized milk assures over raw milk. It kills any such harmful germs such as Salmonella, E. coli, and Listeria that customarily occur in raw milk and can be detrimental to human health if consumed. Thus, by means of the pasteurization process, we can cook up milk that is safer to consume but nutritionally equal to untreated milk.
On the other hand, pasteurized milk has temporary implications of shelf life and hence creating feasibility for wider distribution and the everday use. The shelf-life extension decreases the wastage along the dairy supply chain, while ensuring availability of fresh milk to consumers for a longer duration. Pasteurized milk tends to be further tested and kept under quality control, ensuring safety and quality standards-or-that-may-be-lacking in a jar of raw milk. With that, pasteurized milk can unequivocally continue to tip the scales toward health and utility in the minds of those valuing readily available, safe, and convenient dairy products.
Key Components of a Milk Production Line
Overview of the Milk Production Process
The process of milk-making is so finely designed and planned that it considers every factor of quality and efficiency right from the farm till it reaches the consumer. The purchasing goes through different agencies, with the collection of milk from the dairy farms, where milking is done by modern machinery ensuring hygiene and less contamination. The raw milk thus procured is then transported to processing plants under temperature control so that the freshness of the milk is retained.
At the processing plant, the milk undergoes filtration to remove impurities before pasteurization. Pasteurization is a heating process that destroys harmful pathogens within the milk while preserving essential nutrients. After pasteurization, the milk is homogenized to distribute fat particles evenly so that it attains smooth texture and consistent quality. Any further processing may consist of fortifying with vitamins so that the milk gets an extra nutritional value.
Finally, the milk is placed in sterile, airtight containers for the single purpose of keeping it fresh during distribution. At every stage, some measures of quality control are undertaken: bacteria tests and nutrient analyses, alongside tasting, to make sure the product meets stringent food safety requirements. Combining a new approach toward milk production with the best technological advancements and industry practices, this product reaches consumers whose priorendorses the utmost reliance and safety.
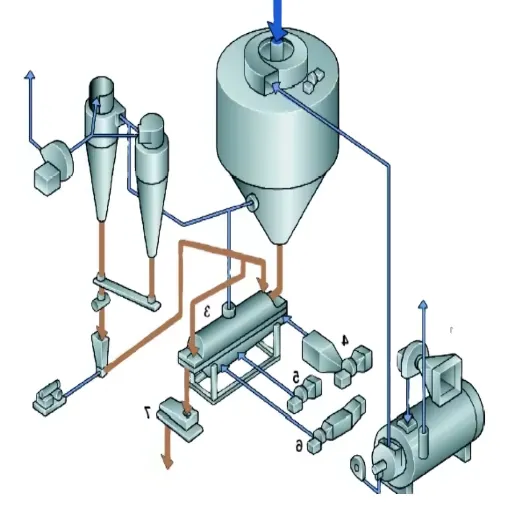
Essential Equipment in a Pasteurized Milk Production Line
A pasteurized milk production line relies on sophisticated machinery and well-coordinated processes to ensure efficiency and compliance with food safety standards. Key equipment typically includes:
- 1Milk Storage Tanks
These tanks are used to store raw milk at controlled temperatures before processing begins. They are designed with agitation systems to prevent cream separation and maintain milk consistency.
- 2Pasteurizers
Central to the process, pasteurizers rapidly heat the milk to a specific temperature to eliminate harmful bacteria without compromising its nutritional value or taste. High Temperature Short Time (HTST) and Ultra-High Temperature (UHT) pasteurizers are common.
- 3Centrifugal Separators
These machines are critical for separating cream from milk and also for standardizing fat content to desired levels.
- 4Homogenizers
Used to break down fat molecules, homogenizers ensure an even distribution of fats, improving the texture and preventing cream from rising to the surface.
- 5Filtration Systems
Advanced filtration systems remove impurities and microorganisms, enhancing the safety and quality of the final product.
- 6Filling and Packaging Machines
These automated machines fill milk into sterilized, airtight cartons, bottles, or pouches, ensuring the product remains fresh during transportation and storage.
- 7Quality Control Instruments
Equipment like spectrometers and microbiological testing kits monitor milk for nutrient content, microbial contamination, and taste consistency throughout the process.
- 8CIP (Clean-in-Place) Systems
These automated systems clean and sanitize pipelines and equipment between processing cycles, ensuring hygiene while reducing water and chemical waste.
By integrating these components into a seamless workflow, pasteurized milk production lines maximize efficiency, uphold strict quality standards, and cater to the demands of both local and global markets.
Integration of Technology in Dairy Processing
Advanced technology integration has transformed dairy processing and has assisted producers in increasing efficiency, securing quality, and practicing sustainability. The dairy facilities nowadays integrate more and more automated systems for milk collection, pasteurization, homogenization, and packaging to limit manual labor and reduce the time taken in production. Other technologies including IoT (Internet of Things) sensors provide real-time monitoring of equipment and environmental variables to ensure optimum conditions are adhered to in every stage of production.
You’re right. Data-based solutions, including AI-powered analytics platforms, make it possible for manufacturers to foresee consumer trends, optimize supply chains, and reduce waste. Then robotics have gone farther in packaging, labeling, and storage, bringing together flows with fewer errors. From an environmental standpoint, energy-efficient systems and renewable energy sources are being considered so that carbon footprints of dairy-processing plants are targeted for reduction. This way, via the interplay of technology and sustainable practices, the dairy industry has witnessed gradual changes that continue to satisfy mounting global demands, yet keep their footing for the highest standards of quality and safety of products.
Methods of Pasteurization in Milk Processing

High-Temperature Short Time (HTST) Pasteurization
HTST (High Temperature-Short Time Pasteurization) pre-eminently stands as one of the most popular technical processing methods for milk, primarily utilized to extend shelf life and ensure safety without providing an option for nutritional considerations. In this method, temperatures in the range of 161°F (72°C) are maintained for 15 seconds, after which the milk is thoroughly cooled at once. The heat ensures the killing of potential pathogens such as Listeria and Salmonella while not affecting the flavor or nutrient value of the milk.
The preference for HTST pasteurization in the dairy industry arises mainly from its efficiency and higher scale of operations: It can process large volumes of milk in comparatively less time as compared to the former procedure of pasteurization. Further, the advancement of technology led to precision in temperature control, contributing to the very consistency and safety of the process. Thus, HTST serves to portray how industry balances between consumer safety, product quality, and operational efficiency.
Low-Temperature Long Time (LTLT) Pasteurization
Low-Temperature Long Time (LTLT) pasteurization is one of the first methods used in ensuring the safety and storage of dairy products. In this method, milk is held to a temperature of about 145°F (63°C) for a minimum of at least 30 minutes. The LTLT method, from the point of view of time, is slow as compared to newer procedures, but it is valued more for retaining some of the flavors and nutrients that might otherwise be affected by high heat.
Because of its longer processing time, it is first preferred by artisanal producers and small-scale manufacturers because of its rudimentary methods and minimum requirements. Additionally, it suits delicate products, and the best way of preserving the natural taste and texture is by this method. Lately, LTLT has been much debated, mainly regarding how it can be accepted as an alternative to safety processes in extreme cases and markets, where rapid scaling is less important than traditional production method considerations and preservation of quality.
Comparison of Pasteurized and ESL Milk
Processing methods, shelf life, and market implications stand quite different for these two categories of milk, thus meeting varying consumer needs and preferences. Pasteurized milk is heat-treated at around 72°C for 15 seconds. This process kills the harmful pathogens, while the process is gentle enough that much of the natural taste as well as nutritional properties are preserved. With a rather short shelf life of 7-10 days, when kept refrigerated, such milk is best suited for local distributions and immediate purchases.
ESL milk, however, is treated by microfiltration and heating it at temperatures slightly hotter (around 135°C/275°F for some seconds) than pasteurization. In this way, the microbiological stability of milk is enhanced, with a shelf life under refrigeration of 21 to 30 days and a taste somewhat closer to pasteurized milk than to UHT milk. Under these conditions, convenient merchandizing and sales can be done by retailers, especially in areas where distribution poses a problem or a longer shelf life is preferred.
The nutritional content is substantially similar in the two, although slight differences-I’d say-would ensue depending upon specific processing technique. Pasteurized milk would be the utmost appeal to some with vintage tastes-Traditional Freshness and Local Sourcing, whereas ESL milk would be loved in bustling homes and in markets where longer product longevity is desired without a drastic compromise in taste and texture.
Impact of Pasteurization on Shelf Life and Food Safety

How Pasteurization Extends Shelf Life
In the process of pasteurization, the two main agents of spoilage either get killed or drastically reduced in numbers. Micro-organisms are able to replicate and thus destroy the milk if left unchecked. In the heating process, the milk reaches a certain temperature and is kept at that level for a precise time. At this temperature, microbes cannot grow; however, the milk must be able to retain its nutrition and taste. Modern pasteurization developments, including HTST (high-temperature short-time) and ultra-pasteurization, maintain shelf life further. HTST-processed milk hence, could last a few days more than its raw counterpart, whereas if kept correctly, ultra-pasteurized milk will stay fresh for several weeks.
In these advancements, an increased amount of safety, and shelf life are afforded to products. The extensions, however, for shelf life reduce the food waste, optimize the distribution logistics, and allow markets to serve distant causeway areas. Pasteurization of milk allows this product to stay entitled longer on benefits for both industries and homes.
Contamination Risks and Food Safety Measures
Fostering contamination risks in milk and dairy products may be from many aspects, such as wrongful handling, dirty equipment, or contamination by pathogens like Salmonella, Listeria, or E. coli. To counter these risks, a plethora of food safety measures are enforced at every stage of the production and supply chain. Pasteurization is still very crucial since this process kills almost all bacteria and pathogenic agents, while yet keeping the milk nutritious.
GMP and HACCP are structures designedwith further aid to the quality and safety assurance. They tend to scrutinize points of possible contamination and propose control measures to counteract them, and thus maintain compliance with the required hygiene standards. Besides, product analysis for microbial contamination and trace residues also goes into place to discard those batches that might have got contaminated before they reach consumers. Equipped with further technical measures and assured safety, dairy producers continue to minimize risks at the lowest level for public protection, while placing even greater reliance on product reliability.
Quality Control in Pasteurized Milk Production
The quality control in the production of pasteurized milk deals with a rigorous set of steps to ensure product safety, consistency, and health standard compliance. The process begins when raw milk is received and is subjected to preliminary tests for contamination, precipitation, temperature, or for some general quality parameter. Technologies like infrared spectroscopy, bacterial culture testing, and the like ensure that the raw milk meets the prescribed limits for acidity, microbial presence, or somatic cell count before it enters processing.
Pasteurisation temperature and time are critical control points and are monitored with utmost diligence to ensure that the process eliminates pathogens of concern, including E. coli, Listeria, and Salmonella. Automated process systems assisted by real-time data recording and monitoring provide accurate control to eliminate any possible human error. Post-pasteurization, testing can be conducted to verify the milk’s microbial safety, nutritional retention, and shelf-life stability.
Packaging helps in quality maintenance. Aseptic packaging techniques, along with tamper-proof seal, preserve the freshness of the milk while averting any contamination during transportation and storage. The random checks for quality are done after packaging to consider product integrity, including sensor evaluation for taste, smell, and texture.
The comprehensive quality control mechanisms, continuous staff training programs, and compliance with regulatory standards, all together serve as the backbone for the production and supply of quality pasteurized milk to consumers. Being positivist in approach, the industry is in a constant state of augmentation, upgrading, and learning with ever-revolutionary techniques and procedures and toughest testing procedures, thus assuring that absolute highest norms of safety are met, and, as a result, it has gained the consumers’ trust.
Challenges in Pasteurizing Milk and Ensuring Quality

Common Issues in the Pasteurization Process
One of the major problems that, I think, arise during pasteurization of milk is temperature control. Milk is subjected to a temperature of so much degrees for specific time durations during pasteurization so that all the illness-causing microbes are killed, while at the same time, some nutritional value and good flavor are retained. If the temperature rises above a certain limit, quality-wise, the milk would suffer, and then the milk would be affected in its taste and texture characteristics. On the flip side, if temperature strikes lower, it will mostly fail to kill pathogens, and at least the milk will not be entirely safe. What that really comes down to, particularly in large-scale settings, is trying to maintain this precise and ideal temperature-time combination all of the time, as this dosing can be very dependent on slight changes in the equipment condition or the raw milk quality.
Another issue is contamination once pasteurization is done. Limiting contamination through proper handling, cleaning the apparatus, and storage from outside sources is impossible; thus potential contamination could be reintroduced into the milk. Hence, strict hygiene standards and aseptic techniques for maintenance are enforced at all stages of milk-processing and distribution to ensure the safety of milk. Anything short of this or if less sometimes may cause the spoilage of milk, or even worse, outbreak of diseases causing the tarnishing of producers’ image.
Furthermore, the composition of raw milk presents certain variability that can pose challenges. Factors like seasonal variations, herd health, and feed quality can bring about variability in the fat and protein content of milk and that may considerably influence its response to heat treatment. Testing is required to keep up with these changes so that pasteurization parameters can be accordingly adjusted, and also, there is a need to work with suppliers to ensure high quality is maintained at all times. To solve all these issues, advanced technology, competent personnel, and a very solid quality control system have to work together in assuring safety and quality status in all milk processed.
Strategies to Overcome Production Line Challenges
In the effective resolution of production line issues, I focus on a mix of advanced technology and concerted collaboration amongst the team. Systems for automation and real-time monitoring help in picking up signs of an issue before the expensive disruption sets in. To give an example, sensors coupled with AI tools allow us to monitor temperature, pressure, and other vital parameters so that the variation is low, while downtime owing to human error is high. Automating these kinds of manual activities shall help increase efficiency while allowing focusing on more skillful problem-solving activities for the team.
Having the equipment maintained in a proactive way alongside being trained regularly is an additional key strategic point. All equipment is regularly inspected and calibrated, preventing any untoward incident of breakdown right in the process of production. Alongside the training, staff is engaged in training as new technologies arise so they can always apply the best practices. For example, by providing cross-training among employees, they could handle multiple roles, thereby reducing bottlenecks due to reliance and preparing the teams for any unforeseen shortage or disruption in workforce.
Finally, we remain responsive to supply chain disruptions by building strong relationships with suppliers and applying predictive analytics. The prediction of probable changes in the raw material availability allows adjustments to be made in keeping the production line steady. By having open communications and contingency plans, along with data-driven decisions, I can ensure that every step in the production process is safe, efficient, and top in quality standards. In this way, the production line remains resilient enough to face issues without losing the level of output and performance.
Future Trends in Dairy Processing and Pasteurization
If somebody had to describe the world of dairy processing, the very word `innovation’ would someway or the other enter that description. A major trend relates to the introduction of advanced automation and AI technologies in dairy plants: Automated systems nowadays are used in monitoring and controlling pasteurization temperatures precisely, ensuring that sanitation, quality, and time requirements are strictly maintained. Predictive analytical tools powered by AI are used in optimizing production workflows by alerting personnel to potential problems so that action can be taken prior to any downtime or waste. A win-win for operations and food safety scenarios!
Another emerging trend is the development of sustainable and energy efficiency. The dairy industry is increasingly favoring methods which minimize carbon emissions and water usage during production stages. For example, heat recovery systems are implemented to reclaim some of the heat energy of the pasteurization process in order to minimize energy consumption. On the other hand, newer packaging solutions made from biodegradable or reuse materials are rather becoming popular in order to minimize environmental footprints, showing the growing demand from the consumers for eco-friendly products. Sustainability is no longer an option; it’s a necessity for aiming to stay in an aware market.
Lastly comes the consideration in terms of nutritional profile improvement and adaptation or adjustment to new dietary styles. Processing technologies are paving the way for functional dairy items with enriched proteins, probiotics, and other ingredients in the health sector. Additionally, such high-tech methods as UHT pasteurization extend shelf life without affecting the sensory quality of these products. Thus, by unfolding such innovative scenery, market opportunities are created that satisfy the needs of the consumer for convenience and nutrition. By following these trends, I can assure the strategies I put in place are geared towards the future direction of the industry resulting in the enhancement of quality and skill. Find more info now.
Reference Sources
- How Servicing Pasteurizers Improves Quality and Safety
Discusses how controlled heat in pasteurization reduces pathogens, extends shelf life, and preserves quality.
- Maintaining the Quality of Pasteurized Fluid Milk
Explores factors like microbial contamination and post-pasteurization risks affecting milk quality.
- Pasteurized and ESL Dairy Products
Highlights the importance of high standards and cleaning facilities in processing lines for quality assurance.
- High-Pressure Processing as an Emerging Technology
Examines high-pressure processing (HPP) as a non-thermal alternative to enhance safety and quality in dairy products.
- Millisecond Technology (MST)
Details a rapid pressurization and heating technology that improves milk quality and safety.
Frequently Asked Questions (FAQs)
What is the pasteurization process for milk?
Milk is pasteurized when it is heated to a particular temperature for a certain amount of time to destroy harmful bacteria. Usually it is the application of high temperature with short time, as 72°C in 15 seconds, to provide food safety. Temperature control systems are present in pasteurizers so that they can maintain the qualities of the milk during the pasteurizing process. After the pasteurization process, the product can be adequately cooled, often by means of plate heat exchangers. The cooling method would ensure the quality of milk and extend its shelf life considerably. This procedure is all-important in providing safe and well-pasteurized milk products.
How does pasteurized milk differ from raw milk?
Pasteurized milk, as understood, comes through a system and gives harmful microorganisms the death treatment, whereas raw milk, straight off the animal, is untreated. This important circumstance dictates the other aspects of the milk with regard to safety and shelf life. Raw milk can carry bacteria that may lead to health issues, whereas pasteurized milk is less risky to consume and possesses a longer shelf life owing to the absence of such contaminants. Pasteurization, therefore, aids in the standardization of the percent fat and final quality of the milk, thus bringing uniformity to the product. Any consumer or producer must comprehend these differences.
What are the methods of pasteurization used in milk processing?
An assortment of ways for pasteurization exists, among them being HTST and LTLT. HTST pasteurization is generally practiced for commercial purposes because of its efficiency and speed: it rapidly heats the milk, then cools it down to prevent bacterial growth. LTLT sterilizes by heating milk for a longer time at lower temperatures. Each method has its benefits regarding the flavour and nutritional value of the milk. Automation has been integrated into the processes to increase production efficiency and lessen contamination risks. The method is chosen depending on the kinds of end products and shelf-life requirements.
How can pasteurized milk extend its shelf life?
For pasteurized milk to have an extended shelf life, it may be subjected to these processes: ultra-high temperature (UHT) processing and refrigeration. The UHT-type of pasteurization treats milk for a few seconds at a temperature exceeding 135°C, thereby sterilizing it and creating a shelf-stable product. On different occasions, putting the milk in glass bottles or in aseptic containers will keep contamination out and preserve quality. A standardization system will maintain consistency in fat content and quality, thus storing the milk for a longer period of life. The pasteurized milk product should also be kept in proper conditions with adequate temperature to prevent any spoilage while maintaining its freshness.
What role does the milk line play in pasteurized milk processing?
Both theoretically and practically, a milk or fluid line in a pasteurized milk processing plant is important as it makes a transition from one stage of processing to another stage for respective operations related to pasteurized milk. Interconnection of various equipment, such as pasteurizers, homogenizers, and filling machines, occurs through these lines. It also depends on the design of the milk line in the production capacity and prevention of contamination during processing. As an example, in the milk line, the usage of centrifugal system can separate cream from skim milk, and thus can help in improving the quality of the end product. Similarly, installation of temperature sensors and flow meters on the milk line will enable precise monitoring of some critical parameters affecting the quality and safety of milk.
What are the final products of milk pasteurization?
Pasteurized milk products include various pasteurized milk products, from full-cream milk to skimmed milk and ESL (extended shelf life) milk. These products are subject to rigorous quality control so that all products are free under standards and meet consumer preferences. ESL milk, for instance, is processed to have a longer shelf life and still taste fresh like regular milk. Other end products may be flavored milk, cream, and various other dairy products. These products go by safety protocols due to pasteurization. Dairy industry welcomes such a wide range of diversified products, as they fully cater to the varying needs of consumers while guaranteeing the safety and purity of milk products.

DU
Articles: 45


Trending now



