Get in touch with Victorystar

Carbonated Soft Drink Production Line: Essential Insights for Beverage Manufacturers
Contents
show
Production of carbonated soft drinks is a highly specialized process requiring much precision, energy, and following of serious quality guidelines. For any beverage producer, having the correct line setup is a critical issue as the line is the only means by which consumer demand can be met consistently and profitably. This blog post will deal with a look at notable ingredients, technologies, and operations that lay down the pattern of a carbonated soft drink production plant. Whether an entrepreneur is fine-tuning an existing setup or planning a new facility, this knowledge-packed guide outlines the busier aspects of ensuring manufacturers increase productivity, ensure no adversities in the implementation of the laws, and keep at least a little step ahead of competitors.
🏭
Understanding the Carbonated Soft Drink Production Process

The production process of carbonated soft drinks includes a number of different stages which are essential to process consistency starting from the quality and sustainability. The process begins with water treatment where raw water filters are used to purify water to acceptable standards. The beverage formula is then prepared using that treated water by adding sweeteners, flavorings, and other ingredients in that order with precise proportions. Carbonation is then created by adding control amounts of carbon dioxide. This stage is for fizz which allows the desired level of carbonation. Post-carbonation, the product will then be transported directly into the filling section, whereby the beverage will be filled into bottles or cans where containers will then be sealed in order to maintain the carbonation process and, therefore, to prevent any contamination. The last stage entails labeling, packaging, and quality checks in accordance with regulatory requirements and customer expectations prior to marketing the product.
🔬
Overview of Beverage Manufacturing
The beverage production process is a series of highly orchestrated operations aimed at ensuring product consistency, safe production, and quality. It begins with the selection and treatment of raw materials, including water purification and ingredient testing. Precise formulations are created during the mixing phase, followed by sterilization or pasteurization in order to eliminate any potential microbial hazard. Carbonation or aeration takes place wherever stipulated, to desired product specifications. The fully automatic operations of filling, sealing, and packaging are performed in a suitable atmosphere under strict conditions to assure product integrity. Quality control measures need to be inculcated right from the stage of procuring the raw materials exact specifications. The control consists of meticulous chemical and microbiological tests, plus sensory analyses done at each stage of production in keeping with industry standards and regulatory norms before the products are released to the supply chain for distribution to consumers.
Key Stages in Carbonated Drink Production
The making of carbonated drinks involves some very precise and controlled processes to ensure consistency, safety, and quality. These processes include:
1
Water Treatment
The water is the most basic component which is filtered, softened, and so sterilized so as to be made fit for consumption.
2
Making the Blend
Different sweeteners, flavor concentrates, and other additives are meticulously mixed according to prescribed formulations. Maintenance of precision is necessary in order to preserve the taste profile and product uniformity.
3
Carbonation
Infusion of the carbon dioxide into the liquid takes place under special and controlled conditions of temperature and pressure. This stage determines the effervescence and sensory qualities of the beverage.
4
Filling and Sealing
The carbonated liquid is seated in pre-sterilized containers (bottles or cans) and sealed immediately, hence preserving the carbonation and guarding it against contamination.
5
Pasteurization
A number of beverages are bestowed with a thermal treatment mostly suited for prevention of spoilage and microorganismal growth.
6
Packaging and Storage
Packaging includes capturing, labelling, and subsequently returning to storage under optimal conditions on occasions when quality is supposed to go all the way from the supply chain.
Integrating advanced automation systems through this chain, the storage stage is unhesitatingly monitored to comply with the industry ratings of safety and quality.
Importance of Quality Control in Production Lines
Quality control is a critical ingredient for production lines which ensures that each product meets defined parameters for safety, functionality, and consistency. Quality control does not imply defect minimization and thus waste and production costs; rather, it should be aimed at winning the consumers’ trust and realizing the manufacturer’s brand. In fact, for proper quality control, attention should be given to constant monitoring, measurement, and inspection throughout each stage of the production process. By combining emerging technologies like automation systems, AI-based inspections, and statistical process control, early detection of deviations can prevent more significant issues and ensure compliance with regulatory and industry standards. That will extend toward increasing operational efficiency and back up sustainable manufacturing practices.
Choosing the Right Carbonated Soft Drink Production Line

Choosing a production line design for the manufactured carbonated soft drink requires thorough evaluation of certain significant points. First, production capacity should be considered: you should ensure that the equipment can deliver both present and future demand. Secondly, the production line contribution must match your beverage in terms of carbonation level and packaging options. Reliability and efficiency are of great importance; make sure you opt for a system that has performed consistently with minimal downtime and output with high dependability: other considerations include compliance with industry norms, simplicity of working, availability of technical backup and spares. Doing so helps enable businesses to model the production line to enhance productivity and product quality.
📋 Factors to Consider in Beverage Processing Solutions
✓ Formulation Compatibility
Issues like compatibility with multiple formulations, accuracy in dosing ingredients, and practicality for production requirements not yet arisen are considered engaging.
✓ Automation and Monitoring
Automation and computer-integrated process monitoring should allow for more precision and nullify any human error, and plenty of other enhancements probably go into those processes to ensure the products maintain their level of quality.
✓ Regulatory Compliance
Compliance with health safety standards such as HACCP and FDA is a never-ending list of requirements for regulatory pressures in this industry.
✓ Maintenance and Sustainability
Occasionally, maintenance practices carry a considerable weight toward both sustainability and cost saving objectives, and also must be considered while sizing up efficient operation and system lifecycles.
Consider these issues as they all contribute to making the company be ahead of the competition when it comes to the field of beverages.
Evaluating Automation Levels for Efficiency
Beverage manufacturing has various criteria that allow the determination of the level of automation, including the amount of production, cost of labor, and degree of flexibility of the system. The level at which automation is employed optimally affects operational efficiency: it enables the best level of control over the production input to minimize downtimes. High-level automation systems are recommended in instances of large-scale operations where standardization and higher volume of production are crucial, while semiautomated solutions may suffice in the case of smaller facilities or special product lines. A thorough cost-benefit analysis will ensure that the right level of automation is applied to provide an optimal investment that is aligned with present demands as well as future scalability.
Energy Efficiency in Production Lines
Optimizing energy consumption on production lines requires a sustainable approach to focus on refinement of energy management while not sacrificing output quality. The use of equipment such as motors with variable speed drives or compressors drastically decreases energy consumption. Real-time energy-management systems will assist in the meticulous examination of energy use, helping identify inefficiencies and pinpoint areas ripe for improvement. Adjusting the production schedule will reduce idle time and an established regime for regular maintenance of the equipment ensures real, long-term energy-efficient production. Transitioning to renewable sources and exhaust heat recovery to extract additional gains for sustainability is in harmony with economic and environmental targets.
Technological Innovations in Carbonated Drink Production

Modern progress in the area of the production of carbonated drinks is specifically indicated by the enhancement of work efficiency, reduction in waste, and guaranteeing consistent production. One of the key technologies to improve is the use of inline carbonation methods to maintain CO2 levels. This control reduces variation and ensures quality products. Other enhancements in the production system are automatic filling systems with sealing, designed to reduce the speed of operations and prevent contamination. Saving resource constraints, such as energy-efficient container closure methods using lightweight PET bottles in combination with decreasing material usage and, therefore, reduction in environmental impact, have taken shape. With these, production processes are excellently well developed to meet modern sustainable practices and quality standards.
💡
Latest Breakthroughs in Carbonation Technology
Advancements in technology relating to carbonation are focused on being more with the precision control and focused on sustainability. Modern inline systems for carbonation allow for very accurate CO2 dosing. This improves batch-to-batch consistency and saves wastage. Improved efficiency in carbonation due to an increase in gas-liquid interfacial area can also be seen. Nevertheless, the sources of the current monitoring occur harmoniously with IoT devices by permitting better process optimization and instant adjustments on-line to suit different product specifications. So the result of all those innovations, being making to raise the product reputation, also note environmental caring: preservation paradoxically by zeroing in on supporting energy-saving trends with the evolving world towards eco-conscious manufacturing actions.
⚡
High-Speed Filling Systems
Speedy filling systems are designed to enhance production throughput, while still maintaining precision and hygiene standards. These use sophisticated servo-driven mechanisms custom-fit to different types and sizes of containers for which they provide seamless, low-level fill control speeds with the minimal overflow. Besides, adding quality control solutions such as inline weighing and vision inspection is known to help heavily reduce errors and wastes. Modular designs allow easy scaling and maintenance and meet the needs of high-throughput manufacturing facilities. As a consequence, they would contribute appreciably towards streamlining the whole process of packaging, thereby enhancing overall efficiency and profitability when subjected to competitive market conditions.
🎯
Precision Carbonation Techniques
High-precision carbonation technology is an active process where CO₂ gas is infused under pressure into the beverage resulting in carbonated liquid. In-line carbonation systems are designed to monitor and automatically adjust the precise level of CO₂ based on rate of flow, pressure, or temperature. The use of precise dosing devices and sensors assures the same degree of carbonation during each batch, which significantly reduces variation and promotes product quality. Equally important is being able to guarantee an even taste, mouthfeel, and shelf stability to carbonated beverages that owe their identity to the carbonation.
Comparative Analysis of Leading Carbonated Soft Drink Manufacturers
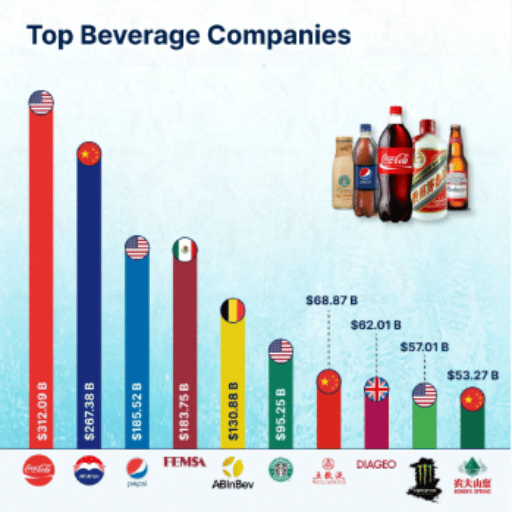
The leading carbonated soft drink companies, such as Coca-Cola, PepsiCo, and Keurig Dr Pepper, maintain their dominance through diverse market strategies, one mainly built about product differentiation. Coca-Cola focuses on global reach and corporatization, with a great emphasis on existing brands and a wide offerings range, including Coca-Cola, Sprite, and Fanta. PepsiCo emphasizes adaptability by parallel branding, co-promoting beverages and snacks for a more complete value architecture, and they have shown how this works through brands like Pepsi, Mountain Dew, and Mirinda. Keurig Dr Pepper is adept at region-specific marketing, holding exclusive rights to Dr Pepper and Canada Dry. All companies have set up the latest in almost a century of water plants, bottling systems, and packaging centers that remain perfectly complementary to each other, as they have been for a long time. All three companies have also been into systems of recycling and utilizing resource reuse efforts to establish their cold drink provider guidelines.
Global Leaders in Beverage Production
The major enterprises in global beverage manufacturing are those who rely on innovation, scaling operations appropriately in tune with changing consumer inclinations. It should be said that Coca-Cola is a market leader, with an extremely vast product range and an extensive global network of distribution that means the reach of its offerings extends into more than 200 countries. PepsiCo builds on its asset of diversification, diving deeper into the integration of snacks and drinks, all supported by its sustainability initiatives. Keurig Dr Pepper stands its ground in North America through its local expertise combined with exclusive sales and service partnerships. These companies distinguish themselves quite lucidly by investing heavily in cutting-edge technologies across the value chain, establishing efficient supply chain systems, and nurturing sustainability in their business practices, thereby holding a mature frontline position in the industry.
⚖️ Strengths and Weaknesses of Top Manufacturers
✓ Strengths
- •
Leading beverage producers flash with sophisticated technology crunch into operation, leveraging their efficiency in its production and distribution. - •
Such brands’ sales will also promptly appeal through the other world market to cater for a wide array of consumer tastes. - •
Furthermore, they stand for eco-friendliness such as apt green packaging and conservation of resources—something that enhances a company’s reputation. - •
Forming strategic alliances and managing supply chain more robustly further stifle competition.
✗ Weaknesses
- •
Although we acknowledge the strengths of large-scale manufacturers, it is observed that they are constrained tad slow to adjust to the currents affecting the market due to their organizational involvement status. - •
A single market or subjective product innovation prevent satisfactory growth. - •
Also, carbon leadership can bring significant costs. Raw material prices vary, causing significant variations in profitability. - •
Then there are regulatory burdens—remitting legal and political vulnerabilities, as well wherever global operations are concerned.
Service Capabilities and Support Offered
Our organization provides a complete set of solutions targeted toward the new challenges that manufacturers face in rapidly changing markets. These services encompass everything from market analysis and strategy formulation to the most high-tech implementations that enhance the decision-making processes as well as process efficiency and foster innovation. In supply chain optimization, the company enhances cost mitigation and combats fluctuating raw material prices along with sustainable practice integration to be achieved while keeping profitability at par. Apart from being organized, our mission would be to ascertain that manufacturers are in compliance with global regulation standards by customizing a standard risk management model and steering them through complex geopolitical landscapes. With these keys in hand, manufacturers are encouraged to remain competitive, agile, and resilient to change in their business sector.
Optimizing Your Carbonated Soft Drink Production Line

To optimize the production of carbonated drinks equipment efficiency, product quality, and energy consumption are the three very prominent areas to be considered. Conduct regular maintenance to have higher machinery uptime and enhance the operational output. Employ state-of-the-art monitoring systems to deliver consistent products, including carbonation and flavoring accuracy; more efficient technology should effectually decrease the overall energy draw in the factory, e.g., heat-exchanger systems or the most energy-efficient drive motors. Refinement in those areas will go a long way to improve productivity with savings in cost; quality demands will also be met as well.
🚀 Strategies for Maximizing Output and Efficiency
Predictive Maintenance
Implement predictive systems using ML to prevent potential failures and ensure continuous operation.
Process Automation
Deploy RPA to eliminate human intervention, speed up production cycles, and decrease likelihood of errors.
Data-Driven Decisions
Use real-time analytics to fine-tune production schedules and optimize resource allocation.
Lean Manufacturing
Apply value stream mapping and lean principles to identify bottlenecks and eliminate waste.
Scalability Considerations for Future Growth
Organizations should adopt modular system designs for scalability to meet expected development, accommodate incremental expansions without disrupting their operations. This involves implementing cloud-based solutions to handle corollary data processing necessities and improving the flexibility of production workflows and accounting for variable market conditions. Moving forward, investment in advanced and smart automation technology along with predictive analytics will mean that early intervention can be taken well before capacity constraints may put an end not only to the present but even future resource expectations and requirements. Besides, training for members of the workforce should be made an important issue as operational objectives are achieved while systems continue. Intended to provide a solid, dynamic base for sustainable efficient growth in a shifting business environment.
Tailoring Solutions to Unique Business Needs
To come up with solutions that cater to some of the complex business requirements in the world of business calls for an in-depth understanding of corporate objectives, performance process, and market dynamics. The very best solutions find their roots in how to utilize data, technology, machine learning, and customizable software to morph into something that suits individual business models. This requires a specific methodology tailored towards accurate needs identification and the ability to work with all stakeholders to deploy scalable, targeted strategies. The possibilities created by this method enhance resource management and decision making, thus being transformed into actual performance improvement that allows one to act competently in rapidly evolving markets.
📚 Reference Sources
RCCOLA International – Identifying Target Audience for Soft Drinks Manufacturers
This study seeks to provide the literature that will illustrate the target audience of the consumers of soft drinks in for manufacturers and bottlers.
Mordor Intelligence – The Carbonated Beverages Market Analysis
Investigating market-size, trends, and growth forecasts for the carbonated beverages market.
IMARC Group – Carbonated Beverages Manufacturing Plant Report
This article gives them a clear idea of how to finalize a carbonated beverages manufacturing plant, along with the business plans and costs incurred.
Frequently Asked Questions (FAQs)
Q
What equipment is used in a carbonated drink production line?
A generic production line includes water treatment systems, syrup preparation units, carbonators, filling machines, capping machines, labeling machines, and packaging systems.
Q
What is the production capacity of a carbonated drink production line?
The production line has capacities from very small (1,000 bottles/hour) to large industrial lines (50,000 bottles/hour or even more).
Q
Can the production line be utilized to deal with bottles of different sizes and materials?
Yes, a production line is generally designed to accommodate a range of bottle sizes (e.g., 330 ml, 500 ml, 1 L) and materials such as PET or glass.
Q
What kind of certificates are required for the machinery?
It is essential to have certified quality testing, CE, and FDA accreditation compliance certification to meet security and quality standards.
Q
Exactly, what is the cost of setting up a carbonated drink production line?
Modifications in price will range from $100,000 for a small plant with basic automation up to millions of dollars for a large industrial setup, either very automated or with maximal automation.

Candy
Articles: 37


Trending now



