Get in touch with Victorystar

The Ultimate Guide to PET Bottle Carbonated Soft Drinks Production Line
Contents
show
Carefully and precisely producing carbonated soft drinks in PET bottles will be an expensive and time-consuming process but ultimately the production line will be the main factor in the success of the product. If you are already a professional with many years of experience in the beverage industry or if you are just checking what new products to introduce, your understanding of the complexity of this process will be really important. This guide will provide you with all the basics that a PET bottle carbonated soft drinks production line has to offer, such as bottling, carbonation, packaging, and quality control. By the end of the guide, you will have acquired important knowledge about the steps, technologies, and best practices that promote efficiency and consistency; thus, you will be able to keep your position in the competitive beverage market.
Overview of the Carbonated Soft Drink Production Line
Understanding the Production Process
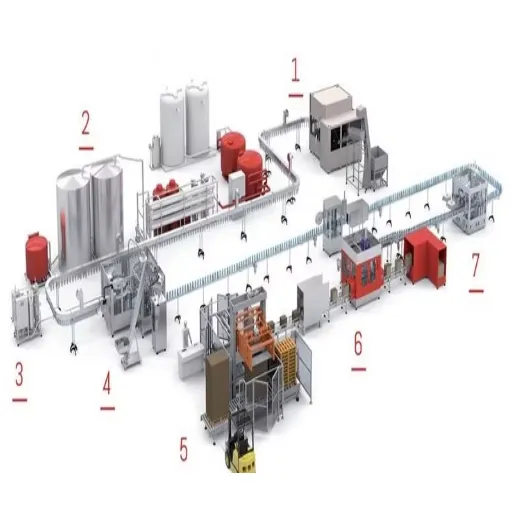
The process of producing carbonated soft drinks entails a number of critical stages which, together, result in a product of high quality. It is first of all water treatment, where impurities are removed, thus making sure that the water is safe and its quality is high enough to meet strict standards. Then comes the stage of making the syrup or concentrate which are responsible for the flavor and sweetness of the soft drink. The third stage is carbonation, during which carbon dioxide is infused into the drink to provide it with a unique fizz.
🔄 Production Process Flow
- Water Treatment: Removal of impurities to meet strict quality standards
- Syrup Preparation: Creating the flavor and sweetness base
- Carbonation: Infusing carbon dioxide for the signature fizz
- Bottling & Filling: Precise filling to prevent spillage or carbonation loss
- Sealing & Labeling: Securing containers and applying branding
- Packaging: Preparing finished products for distribution
The carbonated drink is then transferred to the bottling and filling lines. This is where it is precisely filled into bottles or cans to prevent spillage or loss of carbonation. After that, the containers are sealed, labeled, and packed for distribution. Quality control is an important factor at every stage, which is done through rigorous tests to ensure that the product is consistent, has the right taste and is compliant with the regulations of the industry.
🌱 Sustainability Trends
The most recent trends in search data show that consumers are increasingly interested in production processes that are less harmful to the environment as well as the use of sustainable packaging. Manufacturers are coming up with innovative solutions to be environmentally friendly, such as using recycled materials, lessening energy consumption during production, and installing water-saving technology. Companies that embrace these practices not only help in the effort to save the environment but also create a good reputation for themselves in a highly competitive market.
Key Components of the Bottling Line
The bottling line is made up of various key components which play significant roles in the production being both efficient and of high-quality. The main parts are as follows:
📦 Depalletizer
Takes bottles off the pallets and gets them ready for filling, guaranteeing a seamless process and reducing manual work.
💧 Rinsing System
Removes contaminations before filling to ensure cleanliness and safety of the final product.
⚙️ Filling Machine
The core component that fills bottles with accuracy and speed for water, soda, or other beverages.
🔒 Capping Machine
Tightly secures caps on filled bottles to maintain quality and eliminate spillage.
🏷️ Labeling System
Applies brands, nutritional details, and regulatory information for market readiness.
📮 Final Packaging System
Packs finished bottles for shipping using eco-friendly materials to conform to green practices.
📊 Industry Insights
According to the current data from search trends, questions about the components of the bottling line reveal the increasing interest in the areas of automation and sustainability in manufacturing. In fact, companies are more frequently looking for solutions that will provide them with increased efficiency while at the same time reducing their negative impact on the environment, which is an indication of consumers’ preference for green production methods.
Importance of Quality Control in Beverage Production
In beverage production, quality control is of utmost importance, as it guarantees that the products are safe, consistent, and tasty. The most recent data from the search trends shows that there is a continuous rise in the interest in the automation technologies which are capable of improving the quality assurance process. One such area is the use of advanced sensor systems and real-time monitoring tools, which are becoming more popular among manufacturers as they try to strike a balance between production and efficiency.
🎯 Quality Control Impact
- Direct impact on customer satisfaction and brand reputation
- Ability to pinpoint defective products through automated solutions
- Real-time monitoring of ingredient proportions
- Assurance of hygiene throughout the manufacturing process
- Promotion of sustainability by cutting down on waste and better resource management
Essential Equipment for PET Bottle Production

Water Treatment Systems
Water treatment systems are very important in PET bottle production because they guarantee that the water used is of the highest quality not only for safety but also for product consistency. The systems usually incorporate a number of treatments that are probably filtration, reverse osmosis, and UV sterilization which get rid of impurities, harmful microbes, and contaminants. The use of these high-tech ways is not only to meet the control requirements but also to secure the quality of the final product.
💡 Smart Water Treatment Innovation
As per the most recent information, factories are increasingly turning to smart water treatment technologies that rely on IoT and AI to monitor the process and control usage in real time. These innovations allow manufacturers to make water use more efficient, minimize waste, and reduce the chance of system breakdowns, which is in line with the current trend of sustainability in industrial operations. Therefore, advancements in water treatment are highlighted as the major factor that contributed to the quality and eco-friendly nature of PET bottled products.
Syrup Preparation Units
Syrup preparation units are, essentially, the stages that catapult PET bottled product manufacture, for they are the ones that mix sweeteners, flavors, and other additives into one liquid. With the installation of advanced systems such as automated mixing and precise dosing units, manufacturers can guarantee syrup quality that is uniform and at the same time, the number of operational errors can be greatly reduced.
🤖 IoT & AI Integration
Based on the most recent industry data and trends, the integration of IoT and AI in syrup preparation units has elevated efficiency even more. These smart systems let real-time monitoring of ingredient levels and process parameters, thus reducing waste and guaranteeing quality control. The merging of technology and functionality is so seamless that it easily reflects the significance of advanced syrup preparation units in terms of both production and sustainability.
Carbonation Equipment
Carbonation equipment is one of the most important elements in the beverage production chain, it gives the drinks the right amount of carbon dioxide so that they taste as intended. The modern days have witnessed the development of really powerful carbonation systems that are not only precise but are also very energy-efficient and use less gas on a large scale. Using IoT and AI, these machines can now accurately monitor in real-time pressure, temperature, and CO2 levels while maintaining product quality which is the ultimate goal of any production operation.
Mixing and Carbonation Techniques

Best Practices for Mixing Ingredients
The excellent and proper ways of mixing ingredients are the key to getting the consistency and quality of the product you desire. The latest information unveils some main rules that will be recognized as the universal good practices of the industry:
✅ Industry Best Practices Checklist
- Understand Ingredient Properties: Check pH levels, solubility and temperature requirements to avoid bad reactions
- Follow Proper Mixing Sequence: Add ingredients in a certain way that makes them blend evenly and reduces the chance of lumps
- Use Appropriate Equipment: Apply high-shear mixers or similar equipment suitable for the product to contribute to efficiency and uniformity
- Control Mixing Speed & Time: Precisely time and control mixing speed, especially for complex formulations, to keep texture and flavor intact
Carbon Dioxide Management
Effective management of carbon dioxide has been and still is a major factor in preserving the environment. The latest information coming from data sources points out that a combination of measures including energy efficiency, conversion to renewables, and installation of carbon capture technology will have to be implemented for the reduction of CO2 emissions.
Ensuring Consistency in Carbonation Levels
Maintaining the same level of carbonation is essential for the beverage industry to keep the product quality and do justice to consumer expectations. Carbonation, which is the process of dissolving carbon dioxide (CO2) in liquids at high pressure, is responsible for the taste, texture, and shelf life of beverages. To make sure of a standard, manufacturers depend on precise survey systems and high-tech devices like inline CO2 measurement sensors. These devices continually and automatically monitor the carbonation levels during the manufacturing process, thus allowing real-time corrective measures to be taken to conform to a set standard.
🔬 Advanced Carbonation Technology
According to the latest reports, various industries are rapidly employing technology with automatic systems that can take care of variations in CO2 gas, particularly those caused by external factors like temperature and pressure in the container. For example, using advanced machinery fitted with digital controls can produce consistent carbonation in even the largest production batches which leads to a reduction in waste and improvement in efficiency. In conjunction with strict quality control and regulatory compliance measures, these practices assure that the characteristics of the products are constantly the same from manufacturing to delivery.
Filling and Capping Processes

Different Types of Filling Machines
Filling machines are very important in industries, for example, food and beverage, pharmaceuticals, cosmetics, and so on. They guarantee that the packaging process is done with an exact level of precision and speed. Depending on the nature of the product being dispensed and the requirements of the packaging, various kinds of filling machines are used:
1️⃣ Gravity Filling Machines
Liquids are filled into containers with the help of gravity. Suitable for low-viscosity liquids such as water and juices and widely used in beverage production.
2️⃣ Piston Filling Machines
Versatile machines designed for filling products with different viscosities from liquid to paste. Extensively used in cosmetic and food industries for sauces, creams, and gels.
3️⃣ Vacuum Filling Machines
Mainly used to fill glass bottles, most suitable for liquids that are very foamy or have product consistency, for example, wine or perfumes.
4️⃣ Overflow Filling Machines
Provide the same fill level for all containers, just right for clear bottles where appearance is important, such as beverage and personal care industries.
5️⃣ Auger Filling Machines
Non-free-flowing materials in powder and granule form like flour, coffee, or spices are filled with precise handling capability.
6️⃣ Flow Meter Filling Machines
Latest machines employing flow meter technology for filling products by volume accurately, important in industries dealing with oil, chemicals, and high-value liquids.
💼 Selection Criteria
Manufacturers can make their operations more efficient, conserve product quality, and deliver regularly by choosing the proper filling machine type according to product characteristics and production size.
Automation in Capping Technology
Capping technology’s automation has significantly changed the manufacturing procedures, especially in sectors like food and beverage, pharmaceuticals, and cosmetics. Modern automated capping systems are built from the ground up to improve efficiency, accuracy, and reliability. By using these machines, it is possible to automatically handle all kinds of caps—screw, snap-on, and corks—while also guaranteeing a good grip that will keep the product safe from getting spoiled.
🤖 Automation Benefits
- Real-Time Adjustments: Capability to make modifications on the spot and detect mistakes
- Extended Uptime: Reduced downtime and minimized waste
- AI Integration: Dynamic adaptation to different product sizes and cap styles
- Reduced Labor: Less manual intervention and lower operating costs
- Improved Consistency: Enhanced scalability for modern production lines
According to the most recent data and trends, firms that adopt automated capping solutions reap the benefits of improved consistency and scalability which turn out to be the indispensable part of contemporary production lines. Ongoing improvement of these technologies guarantees that they can be at par with the environmental goals such as lessening of waste materials and better management of energy consumption.
Hygiene Maintenance in Filling Operations
It is of utmost importance that all filling operations are kept clean so that the products would be safe, of good quality, and compliant with the regulatory standards. A recent search engine data report gives the first and foremost reason for the importance of hygiene practices in modern production as being a combination of very rigorous operating methods and sophisticated cleaning technologies.
🧼 Hygiene Best Practices
Automated CIP Systems
Clean-in-Place systems effectively sanitize equipment without disassembly, minimizing contamination risk.
Regular Inspections
Continuous equipment monitoring and microbial count tracking ensure cleanliness standards.
Personnel Training
Educating staff on hygiene practices, protective gear, and sanitation procedures.
Advanced Technology
Contactless dispensing and sealed systems meet highest cleanliness standards.
Labeling and Packaging Considerations

Choosing the Right Label for Your Product
The process of selecting the perfect label for your product is not only a matter of branding but also involves regulatory, durability, and consumer factors. The most current search engine data indicates that the aesthetic and ecological aspects of labels are increasingly appreciated by consumers. This points to the necessity of sustainability in the choice of label materials that might be recycled or biodegradable.
🏷️ Label Selection Factors
- Sustainability: Recyclable or biodegradable materials that align with environmental goals
- Clarity: Product name, ingredients, instructions, and warnings for consumer trust
- Regulatory Compliance: Meeting legal requirements for labeling standards
- Technology Integration: QR codes for interactive experiences or augmented reality features
- Durability: Materials that withstand storage and transportation conditions
Furthermore, label clarity that includes not only the product name but also ingredients, instructions, and warnings helps to gain consumers’ trust as well as conform to the legal requirements. There is a modern consumer who is engaged and tech-savvy; therefore, adding QR codes for the interactive experience or augmented reality features can be part of the branding that creates a tech-friendly impression. By giving equal weight to design, usability, and eco-friendliness, the labeling can be positioned comfortably both in the market and in the consumers’ minds that are so much informed.
Innovations in Packaging Solutions
The current searches show that there is an increasing interest among consumers in sustainable and convenient packaging solutions. As a result, it is easy to see how the demand for eco-friendly materials like biodegradable plastics, plant-based packaging, and reusable containers has increased. Innovative developments such as compostable packaging and products made from recycled materials are responding to the upswing in sustainability demand.
♻️ Sustainable Materials
Biodegradable plastics, plant-based packaging, reusable containers, compostable packaging, and recycled materials.
📱 Smart Packaging
QR codes, NFC tags, temperature-monitoring systems that indicate freshness and provide real-time product information.
Additionally, technologies for smart packaging, like QR codes, NFC tags, and temperature-monitoring systems that indicate freshness, are becoming more popular. Not only do these developments make it easier for the user to get real-time info about the product and its freshness, but they also attract the eco-friendly, tech-savvy consumer. Companies that pack their products with these innovative trends can remain competitive in the market while easily accommodating modern consumer requirements.
Environmental Considerations in Beverage Packaging
🌍 Environmental Sustainability Focus
Sustainability is gaining a stronger hold as a common concern among consumers and businesses thus making the environmental considerations in beverage packaging a focal point of their debates. The latest searches indicate that there has been a significant rise in searches for “eco-friendly packaging” and “recyclable beverage containers” confirming that the movement towards environmentally conscious practices is in full swing.
Biodegradable plastics, plant-based polymers, and lightweight aluminum are some of the materials that are being used for waste and carbon footprint reduction. Moreover, companies are providing the option of refillable and reusable packaging and thus responding to the growing willingness of consumers to accept the circular economy. By following these strategies mainly, brands can reduce their environmental impact while still being recognized by the eco-consumers who expect the least.
Maximizing Efficiency and Production Capacity

Streamlining Production Flow
The optimization of the whole production process is achieved through manufacturing process optimization at every single step. A seamless operation with minimal waste and increased production is obtained as a result of the process that further incorporates the company’s production strategies with consumer desires through data analysis. Such integration allows the tracking of consumer preferences through search data which leads businesses to forecast and subsequently plan their production according to demand movement. The real-time data integration makes sure that the right resources are allocated, the lead times are minimized, and the inventory levels are optimized thus bringing about savings in cost and customer satisfaction improvement at the end.
Advanced Technologies in Beverage Production
Thanks to the implementation of new technologies and real-time data provided by analytical tools, the production process of modern beverages has undergone significant transformations. The question of how to keep up with the trends in the consumer’s taste in the quickly changing world has emerged as a major concern for producers.
🤖 AI & Predictive Analytics
The solution comes from the use of predictive analytics and artificial intelligence (AI). Businesses can discover future favorites in flavors, times of peak demand, even different regions with or without high consumption of a particular product through trend search analysis. For example, if there is a sudden increase in searches for “kombucha benefits”, that can be a signaling of growing concern about health related to probiotic drinks and that might require the manufacturers to either have more of their products in the market or improve their production quality.
When the production systems are automated and the equipment is IoT (Internet of Things) -enabled, the manufacturers can quickly change their operations to meet demand and still be agile and at the same time cut down on waste. The technology and data merger provides the beverage industry the power to bring to the market more precisely mixed products, thus increasing both efficiency and consumer satisfaction.
Training and Technical Support for Staff
Top-notch training and technical assistance are the key to unlocking system capabilities as well as those of the equipment powered by IoT technology in the beverage sector. Employers can, through the latest data and also through the use of industry trend analysis tools, find out what are the changing industry needs and thus be able to customize their training programs to the current situation. The up-to-date staff operating the latest technologies is there as a result of the continual education combined with strong technical support. Moreover, flexibility of the staff is the only reason that a company would gain in terms of operational efficiency and competitive edge.
Frequently Asked Questions (FAQ)
❓ What is a carbonated beverage production line?
Basically, a carbonated beverage production line is a collection of machines that are interconnected and operate together to produce carbonated drinks quickly and efficiently. It covers various steps like bottle blowing, filling, and packaging. The line is made in such a way that it can switch between different bottle sizes and shapes, therefore, it can serve various beverage bottles. In this scenario, fast-filling machines are the most important for making sure that every bottle is filled quickly and correctly. Furthermore, the deployment of cutting-edge technologies in the production line could be a factor that not only raises the efficiency but also the quality by eliminating the mistakes that could occur in the bottling process.
❓ How does the bottling process work for soft drinks?
The soft drinks bottling process usually consists of a series of major stages beginning with the beverage preparation, which involves mixing, carbonation, and filtration. The moment that the carbonated beverage is ready it is sent to the drinks filling machines. Bottles are filled up with the beverage under the strictest hygiene standards. Quality control measures are extremely important during this stage in order to guarantee product quality and safety. Once the bottles are filled, the labeling machine stamps the labels onto the bottles, thus finishing the packaging process. Finally, the bottles are wrapped and ready for shipping via the beverage production line.
❓ What are the hygiene standards in a PET bottling line?
The hygiene standards in a PET bottling line are very important for the safety and quality of carbonated beverages. The regular cleaning and sanitization of the machines, such as filling and labeling machines, is one of the main parts of the process, and this is done to keep the machines from getting contaminated. Workers are also required to observe very strict hygiene practices that include wearing protective gear and following sanitation procedures, among others. The enforcement of these standards not only protects the buyers but also increases customer satisfaction because they know that the drinks are safe to consume. Regular inspections and quality assurance tests are vital in keeping these hygiene standards throughout the whole production process.
❓ What role does a filling machine play in beverage production?
The filling machine is one of the most important parts of the beverage production line especially for carbonated drinks. The machine handles the loading of the bottles precisely with the drink at a rapid pace of even filling thousands of bottles in an hour. The machine needs to be very precisely calibrated to be able to deal with the carbonation process gently, thus the drink will be sparkling. Besides, the capacity of the filling machine to handle different sizes and shapes of bottles makes it a versatile machine for different products. Monitoring the efficiency and quality control is an important aspect as they are directly related to the production capacity and the quality of the products.
❓ How do suppliers influence the efficiency of a carbonated soft drink production line?
Suppliers are an integral part of a carbonated soft drink production line because their high-quality raw materials and equipment are directly responsible for the line’s efficiency. Reliable suppliers guarantee that the ingredients like carbon dioxide and flavorings which are the main components meet the regulations hence contributing to the safety and quality of the final product. In addition, suppliers of cutting-edge technologies and devices can accelerate production and minimize downtime. Developing close ties with suppliers not only helps manufacturers stay aware of the latest advancements but also helps increase quality, improve production, and enhance customer satisfaction.
📚 Reference Sources
- Columbia University – Best Practices and Industry Standards in PET Plastic: Discusses the use of PET plastic as a packaging material for carbonated beverages and other consumer products. Source
- Academia.edu – Design Guide for PET Bottle Recyclability: A guide outlining the recyclability of PET bottles, focusing on sustainable practices and high-quality recycled materials. Source
- PubMed Central – Computer Simulation of Polyethylene Terephthalate: This article explores the use of PET bottles as airtight containers for carbonated drinks, addressing the challenges of CO2 retention. Source

GW
Articles: 39


Trending now



