Get in touch with Victorystar

The Ultimate Guide to Dairy Processing Line Innovations Transforming the Industry
Contents
show
The dairy sector used to be an essential part of global food production; however, it is undergoing a transformation of great magnitude. From the cutting-edge and upward, these newer technologies are increasingly distorting conventional milk processing and dairy methods. A stakeholder of any sort in the dairy industry-from producers to plant managers-should maintain a keen eye on all these changes. This guide offers a thorough treatment of present-day dairy processing. We shall walk through the passage of raw milk till it becomes packaged and present the most important equipment, quality control measures, and innovations impacting the industry. The knowledge of these factors can lead to businesses working more efficiently with greater assurance of safety and refuting the competition.
Understanding Dairy and Milk Processing

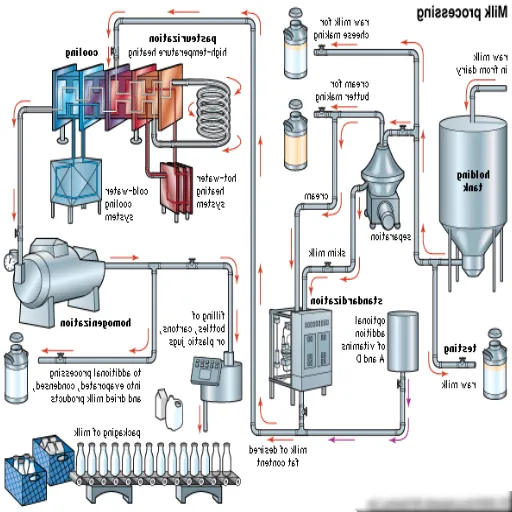
Dairy processing is a series of steps that prepare raw milk for various consumer products like pasteurized milk, cheese, yogurt, and butter. This process guarantees the safety, quality, and shelf life of dairy products. The process starts with receiving raw milk from farms and generally consists of three or more important stages-critical so aided in the manufacture of the different products, the stages being pasteurization, homogenization, separation, and ultimately packaging of the product.
A deep understanding of every stage is essential to optimize production. The Dairy Processing Handbook provides a basic foundation by imparting detailed knowledge on the principles and techniques of modern dairy processing. From milk composition to equipment design, it is a much-needed manual for working professionals.
Types of Milk and Their Processing Methods
Raw Milk: Characteristics and Handling
Raw milk is milk that has not been pasteurized. It comes directly from the animal and contains a complex mixture of nutrients, enzymes, and microorganisms.
- Handling: Because it is unpasteurized, raw milk requires careful handling to prevent contamination. It must be chilled immediately after collection to below 40°F (4°C) to slow bacterial growth.
- Characteristics: Proponents of raw milk believe it has superior flavor and nutritional benefits due to the presence of natural enzymes and probiotics that are destroyed during pasteurization. However, it also carries a higher risk of containing harmful bacteria like Salmonella, E. coli, and Listeria.
Pasteurized Milk: Benefits and Process
Pasteurization is the most common method for treating milk. It involves heating milk to a specific temperature for a set period to kill harmful pathogens.
- Process: The most common method is High-Temperature Short-Time (HTST) pasteurization, where milk is heated to at least 161°F (72°C) for 15 seconds, followed by rapid cooling. This process effectively eliminates pathogens while having a minimal impact on the milk’s nutritional content and taste.
- Benefits: The primary benefit of pasteurization is safety. It significantly reduces the risk of foodborne illness, making milk safe for widespread consumption. It also extends the shelf life of milk compared to its raw form.
UHT Process: Extending Shelf Life of Milk
Ultra-High Temperature (UHT) processing takes pasteurization a step further to create shelf-stable milk that does not require refrigeration until opened.
- Process: In the UHT process, milk is heated to temperatures between 280°F and 302°F (138°C to 150°C) for just one to two seconds. This intense heat kills virtually all microorganisms, including spores that can survive standard pasteurization. The milk is then packaged in aseptic (sterile) containers.
- Benefits: UHT milk has a shelf life of several months without refrigeration, making it convenient for storage and distribution, especially in areas where cold chain logistics are a challenge. While there are slight changes to the flavor and nutritional profile compared to fresh pasteurized milk, it remains a safe and viable option.
Dairy Processing Equipment and Technology
Essential Equipment for Milk Processing Plants
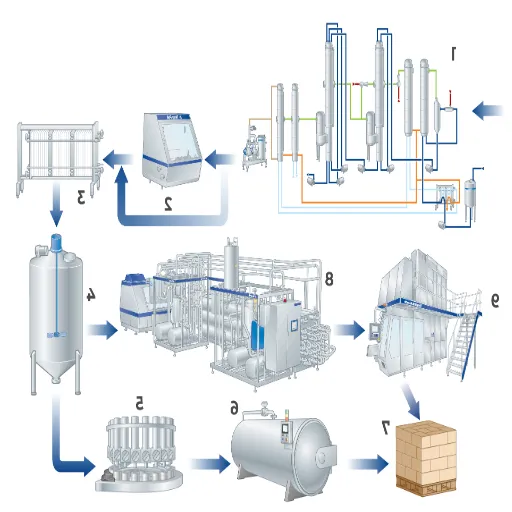
Every dairy processing line is built around a core set of equipment designed for specific tasks. These include:
- Milk Reception Units: These are the first point of contact, where raw milk is received, weighed, and sampled for quality. They often include filters and chilling systems.
- Pasteurizers: Plate heat exchangers are commonly used for HTST pasteurization due to their efficiency in heat transfer and recovery.
- Homogenizers: This equipment forces milk through a narrow passage at high pressure to break down fat globules, preventing cream from separating and creating a consistent texture.
- Separators (Centrifuges): These machines spin milk at high speeds to separate the cream from the skim milk. This allows for the production of milk with varying fat contents (e.g., whole, 2%, 1%, skim).
- Filling and Packaging Machines: Aseptic and non-aseptic fillers are used to package milk into cartons, bottles, or pouches. The technology must ensure sterility and a secure seal to maintain product integrity.
Innovative Technologies in Dairy Processing
The industry is continuously adopting new technologies to improve processes. Automation and data integration are at the forefront of this change, allowing for greater control and efficiency.
- Automated Systems: Modern plants use Programmable Logic Controllers (PLCs) and Supervisory Control and Data Acquisition (SCADA) systems to automate and monitor the entire processing line. This reduces human error, ensures consistency, and provides real-time data for decision-making.
- Advanced Filtration: Techniques like microfiltration, ultrafiltration, and reverse osmosis are used to separate specific components of milk. For example, microfiltration can remove bacteria without heat, preserving more of the milk’s natural qualities.
Choosing the Right Dairy Processing Equipment
Selecting the right equipment is a critical investment. Factors to consider include:
- Capacity and Scalability: The equipment must match the plant’s current production volume and allow for future growth.
- Energy Efficiency: Energy costs are a significant operational expense. Choosing energy-efficient models can lead to substantial savings over time.
- Hygiene and Cleanability: Equipment must be designed for easy and effective cleaning (Clean-in-Place systems) to prevent contamination and ensure food safety.
- Supplier Support: Reliable technical support and availability of spare parts are crucial for minimizing downtime.
Quality Control in Dairy Processing

Importance of Quality Control in Dairy Products
- Public Health: The primary goal is to prevent foodborne illnesses by eliminating pathogens and contaminants.
- Brand Reputation: Consistent quality builds consumer trust and loyalty. A single quality failure can have long-lasting negative effects on a brand’s reputation.
- Regulatory Compliance: Dairy products are subject to strict government regulations. Non-compliance can result in fines, product recalls, and legal action.
Standards for Pasteurized and Processed Milk
Regulatory bodies like the FDA in the United States establish specific standards for dairy products. For pasteurized milk, these standards dictate:
- Temperature and Time: Minimum requirements for pasteurization processes (e.g., 161°F for 15 seconds).
- Bacterial Counts: Maximum allowable levels of bacteria in the final product.
- Composition: Minimum levels of milkfat and milk solids-not-fat.
Implementing Quality Assurance Measures
A comprehensive quality assurance system involves several key practices:
- Raw Material Testing: Every batch of incoming milk is tested for antibiotics, bacteria count, composition, and adulterants.
- In-Process Monitoring: Key control points (like pasteurization temperature) are continuously monitored to ensure they remain within specified limits.
- Finished Product Testing: Samples of the final product are tested for safety and quality before being released for distribution.
- Traceability: A robust traceability system allows the plant to track every product from its raw material source to the retail shelf, which is essential for managing recalls if a problem is identified.
Challenges and Innovations in Dairy Processing
Common Challenges Faced by Dairy Processing Plants
- Energy and Water Consumption: Dairy processing is resource-intensive. Plants are under increasing pressure to reduce their environmental footprint and operational costs.
- Shelf Life and Waste: Extending the shelf life of products is key to reducing food waste and expanding market reach.
- Supply Chain Complexity: Managing a sensitive cold chain and ensuring timely delivery is a constant logistical challenge.
- Changing Consumer Demands: Consumers are increasingly interested in products with specific attributes, such as organic, non-GMO, or plant-based alternatives, forcing traditional dairy processors to adapt.
Recent Innovations Transforming the Dairy Industry
To address these challenges, the industry is embracing new solutions:
- Non-Thermal Processing: Technologies like high-pressure processing (HPP) and pulsed electric field (PEF) can kill microbes without heat, better preserving the flavor and nutritional value of dairy products.
- Smart Sensors and IoT: Internet of Things (IoT) devices are being used to monitor equipment performance, track products through the supply chain, and ensure quality control in real-time.
- Sustainable Practices: Innovations in water recycling, energy recovery from heat exchangers, and waste-to-energy systems are helping plants become more sustainable.
Future Trends in Dairy Processing Technologies
Looking ahead, several trends are poised to further transform the industry:
- Artificial Intelligence (AI) and Machine Learning: AI algorithms will be used to optimize production schedules, predict equipment maintenance needs, and analyze consumer data to forecast demand.
- Blockchain for Traceability: Blockchain technology offers an immutable ledger for tracking products, providing unparalleled transparency and trust for consumers.
- Personalized Nutrition: Advances in processing will allow for the creation of dairy products tailored to individual nutritional needs, such as lactose-free milk with added vitamins or protein.
Reference Sources
How technology and innovation are revolutionizing the dairy industry – Discusses advancements in packaging, processing, and waste reduction technologies.
Emerging Trends in Dairy Processing – DairyTech – Highlights automated milking systems, AI-driven analytics, and quality monitoring tools.
Dairy Industry Innovations: Navigating New Trends in 2024 – Explores the role of automation and AI in revolutionizing dairy processing.
Dairy industry surges ahead with innovation and health trends – Focuses on innovations like extended shelf-life products, probiotics, and fortified dairy.
Top 3 Technology Trends in Dairy Farming in 2023 – Covers significant technological trends impacting the dairy industry, including farming and processing.
Frequently Asked Questions (FAQs)
What is the importance of pasteurization in dairy processing?
From the very first step in the dairy processing, pasteurization is one that has to be executed with precision and proper conditioning to ensure the killing of any harmful bacteria in the milk that could cause health hazards. Therefore, it is promoted as a food safety method in that it considerably reduces contamination risk at the stage of raw milk. Pasteurized milk needs to have very few essential nutrients as compared with raw milk and also retains its shelf life for the consumers’ preference. Pasteurization is also one of the crucial steps in producing other dairy products such as cheese and yogurt. The ultimate guide to dairy processing states that proper pasteurization is the key to a quality and safe dairy product.
How does milk processing equipment affect product quality?
Thus, the choice of machinery greatly affects whether the dairy application is carried out in quality manner. Today, advanced technologies such as homogenizers and centrifugal separators are present in the modern milk-processing plants to ensure uniformity in the quality of products. Equipment that enables temperature control to ensure the safety of the product on a pasteurization line can be used so that the processed milk is safe and longer-lasting too. The greatest protection from contamination during the processing line in the dairy plant can be given by the automatic control system design. Anyone who wants to improve their dairy processing line must have knowledge of the type and working ability of processing equipment relevant to their project.
What is the role of filtration in the dairy processing plant?
Filtration is an important stage in milk processing intended to remove impurities and maintain the quality of raw milk. Through different filtration techniques, an effect is made for a clearer and better product in dairy processing plants. Filtration can also be accomplished to separate cream from skim milk, another step necessary for products having varying fat contents. The ultimate guide to dairy processing gives the insight that efficient filtration techniques provide safety and consistency to dairy products. Furthermore, these advanced filtration techniques may aid in improving the overall efficiency of the processing plant.
What processes are involved in the processing of milk?
The main steps in milk processing include receiving raw milk, pasteurization, homogenization, and packaging. On arrival, raw milk is subjected to a quality control test, after which the pasteurization process takes place. A concoction of heat and time is applied to the milk to eliminate pathogenic bacteria. Homogenization follows to disrupt fat globules and maintain a consistent product. Then, milk is sent through well-monitored filling machines for packaging to remain clean and fresh until it reaches consumers. Anybody dealing with the production of dairy products really ought to have an understanding of these processes.
How does UHT processing differ from traditional pasteurization?
UHT or Ultra-High Temperature processing is essentially a term used to describe heating milk to a much higher temperature than whereas traditional pasteurization heating is carried out at temperatures of less than 100°C, thereby leaving the milk for a few seconds above 135°C. In this process, all harmful bacteria are killed, and the taste of the milk is preserved for several months in boxes out of refrigeration. The UHT processed milk, therefore, can stay in storage for several months without going bad, and are thus very consumer-friendly. Yet another question arises about whether this process changes the taste and nutritional profile of milk compared with traditionally pasteurized milk. The ultimate guide to dairy processing discusses the benefits and considerations of UHT processes to the dairies.
What is the significance of cleaning products in dairy processing?
The priority in any dairy plant is hygiene, and contamination can occur if it is not properly maintained through the use of effective cleaning detergents. Cleaning of processing equipment such as pasteurizers and homogenizers should be conducted regularly to guarantee the safety and quality of the dairy. Such circumstances assist in the inhibition of spoilage and pathogenic microorganisms. Hence, The Ultimate Guide to Dairy Processing recommends instituting a strong cleaning program whereby special cleaners for food-grade environments may be employed so as to protect the consumer as well as ensure the smooth operation of the processing line.

DU
Articles: 45


Trending now



