Get in touch with Victorystar

Exploring Top 10 Pasteurized Milk Processing Line Manufacturers and Their Innovative Technologies
Contents
show
This world of pasteurized milk processing is vast and interesting, equipped with advanced technologies and skillful manufacturers to provide customers with safe and nutritious dairy products. This article deals with the foremost pasteurized milk processing line manufacturers, which bring cutting-edge technology to bear on the industry. These leaders in the industry hold major importance in the small to large scale operations of milk pasteurization and processing, which turn raw milk into milk products rich in freshness, safety, and taste that we consume daily.
Introduction to Pasteurized Milk Processing
The Importance of Pasteurization in Dairy
There is danger to public health unless gems are destroyed in raw milk; pasteurization is thus the crucial step in dairy processing. The heating of milk to a certain temperature for a specific time period will increase the shelf life of a few dairy products and destroy the very basis of the nutrient. This process basically enables milk to be sold free from harmful bacteria. But with increasing demand for hygienic and safe dairy products, producers around the globe still identify a major role for pasteurized milk production.
Understanding the Milk Processing Line
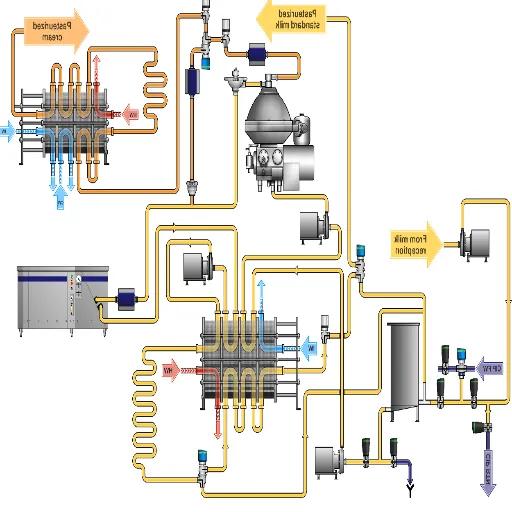
A milk processing line is a complex system built to create a pasteurized milk product with all the intricacies of processing. Flowing through raw milk collection to packaging of the product, each step is carefully controlled to instill quality and safety measures. Heating, chilling, homogenization, and storage are some of the processing, divided and carried out into many stages by new generation machinery built with stainless steel to make it durable and hygienic. Well-established suppliers of pasteurized milk processing lines ensure that every piece of equipment, from storage tanks to pasteurizers, is very stringent in setting standards for the manufacture of fine-quality dairy products.
Overview of Pasteurized Milk Production Technologies
The technology-propelled process of pasteurized milk production keeps evolving, with manufacturers concentrating on the twin objectives of high efficiency and quality. Development in heating and cooling is accompanied by the use of CIP systems to lessen downtime and improve sanitation practices. Assimilating state-of-the-art pasteurization techniques would provide manufacturers with an extended shelf life, allowing fresh processing of milk to cater to global consumer demands. While exploring the top manufacturers, we will hence discover how they deploy these technologies to maintain their market lead in the competitive dairy market.
Top 10 Manufacturers of Pasteurized Milk Processing Lines

Below is a curated list of the top 10 pasteurized milk processing line manufacturers, showcasing their foundational information, key offerings, strengths, limitations, and direct links to their official websites. This compilation highlights their innovative contributions to the industry.
1. Victorystar
Year Founded: 2001
Introduction: Victorystar stands as a leading manufacturer specializing in dairy processing equipment with a reputation for reliability and advanced engineering. The company delivers efficient solutions tailored to the pasteurized milk industry, bolstering productivity and reducing operational costs.
Main Products: Pasteurizers, homogenizers, filling machines, and CIP (clean-in-place) systems.
Key Advantages: Innovative designs with energy-efficient technology, strong customer support, and a focus on precision and hygiene standards.
Key Disadvantages: Limited regional service coverage in some countries.
Official Website: Official Website
2. GEA Group
Year Founded: 1881
Introduction: GEA Group is a global leader in the food processing industry, offering cutting-edge solutions for pasteurized milk production lines. Their expertise spans multiple aspects of dairy processing, ensuring unmatched quality.
Main Products: Milk pasteurizers, separators, and automation systems.
Key Advantages: Advanced automation capabilities, high durability, and a global presence.
Key Disadvantages: High upfront investment costs for advanced systems.
Official Website: Official Website
3. Tetra Pak
Year Founded: 1951
Introduction: Tetra Pak is an internationally recognized brand primarily known for its innovative packaging and efficient dairy processing equipment. Their solutions are regarded as industry benchmarks.
Main Products: Pasteurization systems, packaging machinery, and filtration units.
Key Advantages: Exceptional product quality, sustainable solutions, and scalability for small and large operations.
Key Disadvantages: Significant equipment maintenance costs.
Official Website: Official Website
4. Alfa Laval
Year Founded: 1883
Introduction: Alfa Laval provides exceptional thermal and fluid-handling technologies suitable for pasteurized milk processing. Their focus on sustainability has allowed them to create energy-efficient systems.
Main Products: Heat exchangers, pasteurizers, and centrifuges.
Key Advantages: Energy-efficient systems, robust product designs, and strong global service support.
Key Disadvantages: Complexity in operations for non-experienced users.
Official Website: Official Website
5. SPX FLOW
Year Founded: 1912
Introduction: SPX FLOW delivers comprehensive solutions for dairy processing, emphasizing efficiency and innovative design, ideal for large-scale operations.
Main Products: Pasteurizers, mixers, and ultra-high temperature (UHT) processing equipment.
Key Advantages: Focus on optimizing processing speeds, durability, and large-scale productivity.
Key Disadvantages: Limited scope for small-scale establishments.
Official Website: Official Website
6. Krones AG
Year Founded: 1951
Introduction: Known for their precision engineering, Krones AG combines innovation with state-of-the-art technology in their processing equipment to meet modern market demands.
Main Products: Pasteurizers, sterilizers, and filling systems.
Key Advantages: Highly automated solutions, tailored designs, and strong after-sales service.
Key Disadvantages: Higher customization costs for small businesses.
Official Website: Official Website
7. Paul Mueller Company
Year Founded: 1940
Introduction: Paul Mueller Company specializes in milk cooling and processing equipment, with a mission to deliver durable and efficient systems tailored to the dairy industry.
Main Products: Milk coolers, pasteurizers, and heat recovery systems.
Key Advantages: Simple operation, high energy efficiency, and robust machinery.
Key Disadvantages: Limited advanced automation features.
Official Website: Official Website
8. Feldmeier Equipment
Year Founded: 1952
Introduction: Offering a range of stainless steel processing equipment, Feldmeier Equipment excels in crafting sanitary solutions for dairy producers worldwide.
Main Products: Pasteurizers, tanks, and mixers.
Key Advantages: Rugged and hygienic designs, custom-made solutions.
Key Disadvantages: Limited global presence compared to competitors.
Official Website: Official Website
9. Key International
Year Founded: 1944
Introduction: Key International specializes in providing high-quality engineering solutions, including processing lines ideal for smaller and mid-sized operations.
Main Products: Pasteurization and homogenization equipment.
Key Advantages: Compact, space-efficient systems suited for tighter production setups.
Key Disadvantages: Limited scalability for larger operations.
Official Website: Official Website
10. Triowin Intelligent Machinery
Year Founded: 1999
Introduction: Based in China, Triowin is a pioneer in affordable yet efficient milk processing solutions, combining innovative technologies with cost-effectiveness.
Main Products: Pasteurizers, filling systems, and CIP equipment.
Key Advantages: Affordable pricing, user-friendly systems, and strong local market understanding.
Key Disadvantages: Less focus on premium automation technologies.
Official Website: Official Website
This list serves as a comprehensive overview of the top pasteurized milk processing line manufacturers, offering insights into their strengths, limitations, and unique innovations to help you select the best fit for your production needs.
Comparative Analysis of Pasteurized Milk Processing Lines

Key Features of Leading Milk Processing Equipment
Leading manufacturers of milk processing equipment are renowned for incorporating key features that enhance efficiency and ensure product quality.
These cutting-edge technologies enable manufacturers to produce a wide range of dairy products, from fresh milk to yogurt and cheese, with exceptional quality.
Cost Considerations for Dairy Manufacturers
The cost is a very important factor for dairy manufacturers while selecting a pasteurized milk processing line. Investment in a good quality machine can be costly, but very often the benefits that come out of it favor the initial expenditure. Manufacturers must think of the scale of operation; that is, small-scale pasteurized milk lines are less costly but with a lower capacity of production output. Whereas a large-scale production line, although more expensive, is more efficient and yields higher output. Some other cost parameters may include installation, maintenance cost, and upgrading for incorporating newer technologies, e.g., UHT processing and hence advanced sterilization. Given those factors, dairy manufacturers can adjust their decisions, properly weighing cost against performance and scalability.
Performance Metrics of Different Production Lines
Performance metrics are always important to measure the efficiency and effectiveness, any other pasteurized milk processing lines are subjected to production capacity, energy consumption, and product yield, by means of which manufacturers determine the overall performance of the line. Machines with the most modern technology carry out production with a larger output, hence lessening batch times and increasing daily output. Energy-efficient lines, such as those with state-of-the-art heating and cooling processes, tend to keep a lid on operational costs, while providing for the best in dairy processing conditions. Product yield must maintain the level of product quality so that the product can be anything from fresh milk to specialty products, such as camel milk and filled milk. The manufacturers continue to work upon these metrics for bettering their processes and helping them sustain in the dairy industry.
Future Trends in Pasteurized Milk Processing

Emerging Technologies in Dairy Processing
With the transformation of the dairy industry, the state-of-the-art technologies in milk processing are completely changing the way pasteurized milk is produced. Newer methods of pasteurization and newer machines are indeed re-shaping the dairy-process industry. For instance, UHT processing is gaining popularity as it prolongs the shelf life of milk without affecting the quality. Apart from this, integration of IoT devices in milk processing lines helps in real-time monitoring and control to establish sound efficiency and product consistency. These technologies are being used along with machine learning to increase batch process efficiency and decrease waste. With the implementation of these truly modern technologies, dairy manufacturers not only upgrade their production lines but also accommodate the increased consumer demand for higher-quality and safe dairy products.
Sustainability Practices in Milk Production
The milk sector facilitates and puts emphasis on sustainability, as producers try to lessen their environmental footprint. Now, the sustainable techniques embraced for pasteurized milk processing involve the use of energy-efficient equipment and employing closed systems to prevent water wastage. To save water and chemicals, an increasing number of dairy plants are opting for CIP systems in cleaning operations. Besides, the use of renewable energy, such as solar and wind power, is gaining momentum, which helps cut down on carbon emissions. Manufacturers are also attempting to opt for sustainable packaging that uses recyclable materials so as to fulfill the needs of an eco-conscious consumer base. When sustainability is considered, the dairy industry secures not only the environment but also its trademarks name and the efficiency in its operations.
The Role of Automation in Dairy Processing
When discussing the efficiency and quality of dairy processing, automation is the key factor. Automation makes sure the operations are carried out smoothly and correctly-from milk collection to packaging, so as to eliminate human error. A pasteurized milk processing line will see automation integrated in processing operations such as heating, cooling, and homogenization. The robotic filler can then do its filling job while the CIP system carries out its cleaning, all in an environment that assures hygienic conditions and low downtime. The capacity for increased automation allows maximizing capacity and scaling production to meet growing demand. Automated collection and analysis also allow manufacturers of the pasteurized milk plant to adjust their processes and thus secure product quality amid variations. Thus, through this automation process, milk-pasteurization plants will become more productive and gain new loci of innovation and quality.
Conclusion and Recommendations

Choosing the Right Manufacturer for Your Needs
When selecting a manufacturer for a pasteurized milk processing line, it’s crucial to consider the specific needs of your dairy operation. Whether you’re focusing on small-scale pasteurized milk production or aiming for large-scale operations, the right choice can significantly impact your efficiency and product quality.
Key Takeaways from the Top 10 Manufacturers
The Top 10 manufacturers distinguish themselves from the pasteurized milk processing industry because of their innovative approach and focus on quality. This leader ensues a plethora of equipment that ranges from pasteurization tanks and filling machines designed for the optimization of every stage in milk processing. One of the outstanding features of machinery hence manufactured is the stainless steel-based equipment, implying strength and hygiene. Many also utilize high-end technology such as automated control systems coupled with IoT-based monitoring for real-time inspection of systems, thus enhancing overall efficiency. Whether it is fresh milk, yogurt, or specialty products such as camel milk and filled milk, these manufacturers offer solutions to satisfy all market needs. Keeping these guidelines in mind will enable you to discern the distinguishing features of each manufacturer, thus aiding you in making an informed decision concerning your dairy enterprise.
Final Thoughts on Pasteurized Milk Processing Innovations
Within the evolving dynamics of the dairy processing industry, innovation in pasteurized milk processing holds much front-line attention. From advanced pasteurization techniques to sustainability methods, manufacturers have been always searching for improvement with efficiency and quality of products. These days, the automation and IoT technologies are fast changing the industry to allow for pinpoint control and optimization at every stage in the milk processing line. An array of consideration for sustainability, such as energy-efficient machines alongside eco-friendly packaging, is changing the mindset on environmental responsibility in this industry. While implementing these innovations, dairy manufacturers not only better their operations but also carry forth the dignity of safe, sustainable dairy products along with consumer demand. Therefore, pasteurized milk processing holds a promising future filled with ever-more wondering opportunities that will offer yet another leap forward and success for this industry.

DU
Articles: 45


Trending now



