Get in touch with Victorystar

Exploring Innovations in the Soda Canning Process for Sustainable Manufacturing Practices
Contents
show
The beverage industry is currently going through a transition in its lands-and-waters-of-being. Manufacturers are revisiting age-old production pragmatics to encompass the modern-day technologies that cater to the customers’ needs and in accounting for reducing environmental impact. Hence, being rather straightforward presently, soda canning sits right on the border of efficiency, quality, and sustainability. This paper studies the new can designs, materials, and equipment, along with sealing methods, that are brought to bear in radically altering the soda canning procedure. This article then will provide a fascinating insight into the complex systems that ensure your beverage is fresh, safe, and sustainable, whether you are a manufacturer seeking to optimize production or mere curiosity ministering over your fizzy drink’s safe journey from factory to fridge.
Introduction to the Beverage Canning Process
Overview of the Soda Canning Process
There has been a large number of beverages preserved by canning over the last century. After filling a can with any liquid, the end is set on so that contamination does not enter and thereby allow carbonating and keeping the beverage fresh until a few months. Nowadays, such venues of soda canning with its splendor operate instead fast. With the very high production-Speed, 2,000 cans can be filled and set every minute. Achieving such efficiency entails using most precise machinery and putting quality control measures in place. The product must always be kept true while reducing waste.
The basic steps include:
- Can preparation: Cleaning and sanitizing aluminum cans
- Filling: Dispensing the carbonated beverage into cans
- Seaming: Creating an airtight seal with a double seam
- Pasteurization: Heat-treating certain beverages to extend shelf life
- Packaging: Preparing cans for distribution
Each step demands attention to detail. A single flaw in the seaming process, for example, can lead to product spoilage or safety concerns.
Importance of Sustainable Practices in Beverage Manufacturing
Sustainability is now a must for food manufacturers. Consumers are increasingly opting for brands that show environmental credence, and regulatory authorities across the globe are hardening their laws on packaging waste generation. The beverage industry sees huge amounts of waste getting carcinogens throughout their production, transportation, and disposal cycle. However, aluminum cans offer a very compelling solution. They are light in weight, endless in their recyclability, and become a shelf-ready product in about 60 days post recycling.
Leading manufacturers are adopting sustainable practices such as:
- Using recycled aluminum in can production
- Reducing water consumption during manufacturing
- Implementing energy-efficient carbonation systems
- Minimizing material waste through precision engineering
These efforts aren’t just good for the planet. They also reduce costs and appeal to environmentally conscious consumers who drive purchasing decisions.
Key Innovations in Can Design and Materials
Can design has evolved far beyond basic cylindrical shapes. Manufacturers now experiment with sleeker profiles, textured surfaces, and innovative opening mechanisms that enhance user experience.
Material science plays a crucial role. While aluminum remains the standard, researchers are exploring alternative coatings that improve flavor preservation and reduce the metallic taste some consumers detect. Advances in printing technology also allow for higher-quality graphics that make products stand out on crowded shelves.
Lightweighting is another critical innovation. By reducing the thickness of aluminum walls without compromising structural integrity, manufacturers cut material costs and transportation emissions. Some cans now use 30% less aluminum than models from two decades ago.
The Production Process of Canned Beverages
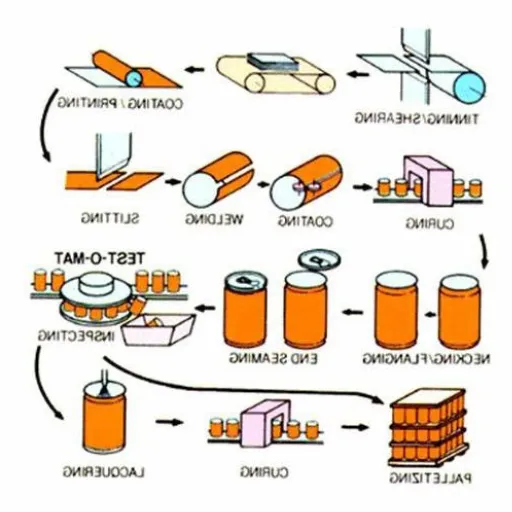
Steps Involved in Beverage Canning
The journey from liquid to sealed can involves multiple coordinated steps:
1. Can Depalletizing and Rinsing
Empty cans arrive on pallets and are fed onto conveyor systems. They undergo thorough rinsing to remove dust and debris accumulated during storage and transportation.
2. Filling
Cans move to filling stations where precise volumes of carbonated beverage are dispensed. Modern fillers use volumetric or gravimetric methods to ensure consistency. Temperature control is crucial here—filling cold liquid helps retain carbonation.
3. Lid Application
Pre-scored lids are placed on filled cans and move immediately to the seaming station. Timing matters. Any delay can cause carbonation loss or contamination.
4. Seaming
This critical step creates the double seam that locks the lid to the can body. The seamer rolls the lid and can flange together in two operations, forming an airtight seal.
5. Quality Inspection
Automated systems check seam integrity, fill levels, and can condition. Defective units are ejected from the production line.
6. Coding and Labeling
Each can receives a date code and batch number for traceability. Some manufacturers apply shrink-sleeve labels or print directly onto cans.
7. Packaging
Cans are grouped into multipacks, placed in cardboard carriers, or shrink-wrapped for retail distribution.
Role of Carbonation in Soft Drink Canning
Carbonation gives soda its signature fizz and mouthfeel. Carbon dioxide (CO2) is dissolved into the liquid under pressure, creating carbonic acid that produces that pleasant tingling sensation.
Maintaining carbonation throughout the canning process presents challenges. CO2 naturally wants to escape, especially when liquid temperatures rise or pressure drops. Manufacturers combat this through:
- Cold filling: Keeping beverages at 2-4°C during filling helps CO2 stay dissolved
- Counter-pressure filling: Applying CO2 pressure inside cans before filling prevents foaming
- Minimizing headspace: Reducing the air gap between liquid and lid limits carbonation loss
The seaming process must happen quickly after filling. Every second of exposure to atmospheric pressure allows CO2 to escape. High-speed production lines minimize this window, sealing cans within milliseconds of filling.
Pasteurization Techniques for Soft Drinks
Not all sodas require pasteurization, but those containing fruit juices, natural sweeteners, or other perishable ingredients often do. Pasteurization extends shelf life by eliminating microorganisms that could spoil the product.
Two primary methods exist:
Tunnel Pasteurization
Sealed cans pass through a heated tunnel where hot water or steam raises the product temperature to 60-80°C for several minutes. Precise temperature control ensures pathogens are destroyed without damaging flavor compounds.
Flash Pasteurization
The liquid is heat-treated before canning. This method works well for beverages that might degrade during post-fill pasteurization. The challenge lies in maintaining sterility during the filling and seaming process.
Both methods require careful monitoring. Over-pasteurization can create off-flavors, while under-pasteurization leaves the product vulnerable to spoilage.
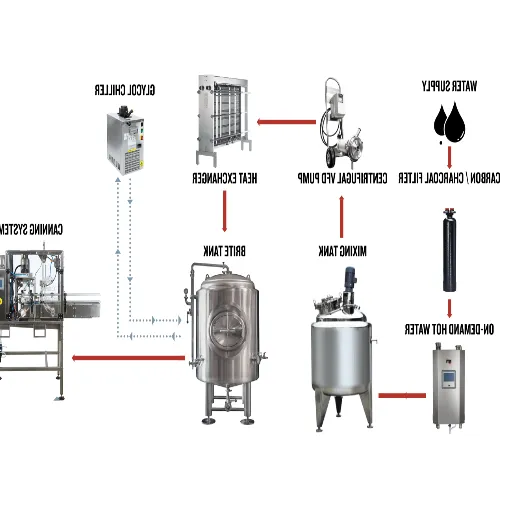
Equipment Used in the Canning Process

Types of Canning Equipment and Their Functions
Modern canning facilities rely on specialized equipment designed for speed, accuracy, and reliability.
Fillers
Rotary fillers are the industry standard for high-volume production. Cans rotate around a central carousel while filling valves dispense precise liquid volumes. Electronic controls adjust fill levels in real-time based on weight measurements.
Seamers
These machines create the critical double seam that seals cans. Single-head seamers handle lower volumes, while rotary seamers can process thousands of cans per minute. Each seamer has two rolling operations—the first operation forms the initial hook, and the second tightens and compresses the seam.
Conveyors
Air conveyors use pressurized air to move empty cans through the facility, reducing friction and minimizing damage. Chain conveyors handle filled cans, providing stability for heavier loads.
Inspection Systems
Vision systems check fill levels, detect dents or deformities, and verify that lids are properly positioned. X-ray machines can identify foreign objects inside sealed cans without opening them.
Coding Equipment
Inkjet printers or laser markers apply production dates, batch codes, and other traceable information directly onto cans.
Advancements in Canning Technology
Recent innovations are making canning operations faster, more reliable, and more sustainable.
IoT Integration
Smart sensors throughout production lines collect real-time data on fill volumes, seam quality, temperature, and equipment performance. This data feeds into analytics platforms that predict maintenance needs and optimize production parameters.
Servo-Driven Systems
Traditional canning equipment relies on mechanical cams and gears. Newer servo-driven machines use electric motors for precise control, allowing for quicker changeovers between can sizes and reduced wear on components.
Nitrogen Dosing
Adding a small burst of liquid nitrogen to cans before sealing creates internal pressure that makes cans more rigid. This allows for thinner aluminum walls while maintaining structural integrity.
Automated Quality Control
AI-powered inspection systems can detect subtle defects that human operators might miss. Machine learning algorithms improve over time, becoming more accurate at identifying problem patterns.
Importance of Quality Control in Canning Equipment
Equipment failures can lead to costly recalls and damage brand reputation. Quality control encompasses both preventive maintenance and real-time monitoring.
Preventive Maintenance
Regular inspection and servicing of seamers, fillers, and conveyors prevent unexpected breakdowns. Manufacturers follow strict schedules for replacing wear components like seaming rolls, filling valves, and conveyor belts.
Seam Analysis
Operators routinely tear down cans to measure seam dimensions with micrometers. Key parameters include seam thickness, seam length, overlap, and body hook. Values outside acceptable tolerances indicate equipment adjustments are needed.
Leak Testing
Sample cans undergo pressure testing to verify seal integrity. Pressurized chambers detect even microscopic leaks that could compromise product quality.
Calibration
Fill volumes, temperatures, and pressures require regular calibration to maintain accuracy. Automated systems alert operators when readings drift outside acceptable ranges.
Materials and Sustainability in Beverage Cans

Aluminium vs. Other Materials for Cans
Aluminum dominates the beverage can market, but it’s worth understanding why and what alternatives exist.
Aluminum Advantages
- Lightweight: Reduces transportation costs and emissions
- Corrosion-resistant: Protects beverage quality
- Recyclable: Can be recycled infinitely without quality loss
- Formable: Easily shaped into complex designs
- Barrier properties: Blocks light and oxygen that degrade beverages
Steel Cans
While less common for sodas, steel cans are still used for some beverages. They’re heavier and require interior coatings to prevent corrosion, but they offer superior strength for certain applications.
Alternative Materials
Research into plant-based and biodegradable materials continues, but none have achieved the combination of performance, cost-effectiveness, and recyclability that aluminum provides.
Recycling Practices for Canned Beverages
Aluminum recycling is one of the most successful circular economy examples. The process requires only 5% of the energy needed to produce new aluminum from raw bauxite ore.
The Recycling Loop
- Consumers dispose of cans in recycling bins
- Collection facilities sort aluminum from other materials
- Cans are shredded and heated to remove coatings
- Molten aluminum is cast into ingots
- Ingots are rolled into sheets for new can production
- New cans reach store shelves within 60 days
Industry Initiatives
Beverage manufacturers are investing in recycling infrastructure and consumer education campaigns. Some regions have implemented deposit return schemes that dramatically increase collection rates—achieving up to 90% recycling in some European countries.
Challenges
Despite high recyclability, not all cans enter the recycling stream. Contamination with food waste, improper sorting, and lack of recycling infrastructure in some regions reduce effective recycling rates.
Impact of Sustainable Materials on the Environment
Choosing sustainable materials delivers measurable environmental benefits.
Carbon Footprint Reduction
Using recycled aluminum cuts greenhouse gas emissions by up to 95% compared to primary aluminum production. A single recycled can saves enough energy to power a laptop for three hours.
Resource Conservation
Recycling reduces the need for mining bauxite ore, preserving natural habitats and reducing water consumption associated with ore processing.
Waste Reduction
Aluminum cans that enter recycling streams avoid landfills where they could take hundreds of years to decompose.
Manufacturers are setting ambitious sustainability targets. Many major brands have committed to using at least 50% recycled content in their cans by 2030, with some aiming for 100%.
Understanding the Double Seam in Soft Drink Canning

What is a Double Seam and Its Importance?
The double seam is arguably the most critical element of a beverage can. This interlocking fold of metal creates an airtight seal that prevents leaks, maintains carbonation, and protects the product from contamination.
Structure
A double seam consists of five layers of metal:
- Body hook (can body curled inward)
- Cover hook (lid edge curled inward)
- Three overlapping layers where these hooks interlock
When properly formed, these layers compress tightly together with a thin layer of sealing compound that fills microscopic gaps.
Formation Process
Creating a double seam requires two rolling operations:
- First operation: The seaming chuck holds the lid while a roller forms the initial hook, bringing the lid and can body flanges together
- Second operation: A different roller applies higher pressure to tighten and compress the seam
The precision required is remarkable. Seam specifications are measured in hundredths of millimeters, and variations can compromise seal integrity.
How the Double Seam Affects Beverage Quality
A defective seam can ruin an entire batch of product. Common seam defects include:
Leakers
Incomplete seams allow carbonation to escape and contaminants to enter. Even microscopic gaps can cause problems over time.
False Seams
These occur when the body and cover hooks don’t properly interlock. The can may appear sealed but lacks structural integrity.
Droop
Excessive material at the seam edge creates a drooping appearance and potential weak points.
Vee
This V-shaped defect at the seam’s bottom edge can lead to leaks during handling or distribution.
Each defect type has specific causes—incorrect roller pressure, worn tooling, misaligned components, or improper can or lid dimensions. Regular inspection and adjustment prevent these issues.
Innovative Techniques to Improve Double Seam Integrity
Manufacturers are implementing advanced technologies to enhance seam quality and consistency.
Real-Time Monitoring
Sensors embedded in seaming equipment measure seam dimensions on every can. Systems automatically adjust roller pressure and position when measurements drift outside specifications.
Vision Systems
High-speed cameras capture images of each seam, using AI algorithms to detect visual defects invisible to human inspectors. These systems can identify patterns that predict equipment wear before failures occur.
Non-Destructive Testing
Traditional seam analysis requires tearing down cans, making it a sampling process. New ultrasonic and electromagnetic testing methods evaluate seam integrity without destroying the can, enabling 100% inspection.
Predictive Maintenance
Machine learning algorithms analyze historical seam data to predict when components like seaming rolls will need replacement. This prevents unexpected production interruptions and maintains consistent quality.
Advanced Materials
Research into new sealing compounds and can coatings improves seam performance. Some compounds remain flexible across wider temperature ranges, maintaining seal integrity during extreme storage conditions.
Reference Sources
Evolution and Future of Beverage Canning Technology – Discusses advancements in automation and machinery for faster and more efficient canning processes.
Soft Drink Canning Process and Solutions – Offers insights into automatic canning solutions for various materials like aluminum and steel.
Innovations in Beverage Can Technology – Highlights new developments in can designs, including easy-open and recloseable features.
Canned Water: The Eco-Friendly Packaging Choice – Explores energy-efficient canning lines and their role in reducing waste for sustainable practices.
Aluminum Can Advantage – Focuses on the sustainability of aluminum cans, emphasizing their high recycling rates and eco-friendly benefits.
Frequently Asked Questions (FAQs)
What is the soda canning production process?
The soda can production process spells out all the steps that are efficiently packaging and preserving carbonated beverages. Beverages are prepared and carbonated before entering the canning line. The filling valves fill the beverage into the cans while maintaining the requisite headspace. Right after filling, the cans undergo sealing, where a lid is placed, and the can is crimped to form a hermetic seal. This process carries paramount importance in maintaining the property and shelf life of the finished product so as to avoid spoilage.
How are soda cans filled and sealed?
The beverage containers and fillers used for soda manufacturing are of high-efficiency machinery. Upon arrival on a conveyor system, the cans are sent to the point of filling, where the product is introduced into the container. Once filled, the can lid seamed by the seaming head is crimped in two separate operations to ensure a gas-tight seal. The double-seam process also strengthens the container to withstand pressure from carbonation. After that, seam inspection is performed to see that every single can meets safety and quality standards.
What types of cans are made for soft drinks?
Usually, soft drink cans are made out of two-piece aluminum designs that provide strength and are lightweight. The cans are recyclable, making them an eco-friendly choice in beverage packaging. These two-piece design cans do not require a separate seam on the bottom-an advantage in manufacturing. Lastly, these cans resist plenty internal carbonation pressure to marble in essence fizzy drink. Various sizes and shapes of these cans are produced and marketed to accommodate the preferences and needs of various consumers.
How does carbonation affect the soda canning process?
Carbonation is one integral component in the soda canning process since it contributes to the taste and experience of the beverage. Under the manufacturing procedure, carbon dioxide gets pressurized and sprayed into the liquid, imparting the tingly sensation when consumed. An improper temperature and pressure set up impregnation would cause foaming to become excessive during filling and restrict the amount of headspace in each can. Hence, temperature and pressure are optimized to allow optimum filling and sealing of cans without loss of carbonation, especially in carbonated drinks like hard seltzer.
What is the purpose of pasteurization in the canning process?
When it comes to the non-alcoholic and perishable beverages, pasteurization is considered one step in the canning process. The process involves heating the beverage in question to a sufficient temperature to kill the microorganisms that could bring about corrosion of the beverage. In many cases, tunnel pasteurization is the method of choice, wherein cans go through a tunnel containing flow of heated water while on a conveyor, assuring uniform temperature control. Since the product itself undergoes pasteurization and shall not have contaminants from external sources, concerns for the food’s safety and quality can be asserted on behalf of the manufacturer and finally delivered to the consumers. Thus, another name for this is long-term storage and distribution.
How can automation improve the beverage canning process?
Now, bottling and canning automation greatly improves this process by increasing the efficiency and thus keeping labor costs down. As an automated system fills, seals, and packages, production lines can achieve very high outputs, such as cans per hour. Manufacturers reduce human error and guarantee consistent quality by automating seam inspection, can handling, or both. So, they can better monitor certain areas of the production process, quickly making adjustments to ensure optimal carbonation and filling conditions. Hence, such processes and procedures are paramount for streamlining operations in the beverage industry.

DU
Articles: 45


Trending now



