Get in touch with Victorystar

The Ultimate Guide to 5L Water Processing Line: Steps for Quality Water Production
Contents
show
Clean potable water is a necessity of every household, and with the demand for packaging convenience going up, the 5L water bottle has become a favorite. So, what goes into producing this required commodity at such high rates? Welcome, actually, to the complete water processing line book, where we explain the essential steps carried out for any high-quality water production. In this article, we will look at different stages of the process, including purification, filling, sealing, and quality control, while exploring some advanced technologies and best practices employed for delivering sparkling water to consumers. Whether you are an industry person or just curious how your water gets to you, this will be an insightful guide emphasizing quality and speed concerning water processing. Stay tuned, for we will uncover the fascinating world behind each 5L bottle of water.
Understanding the 5L Water Production Line

Overview of Water Production
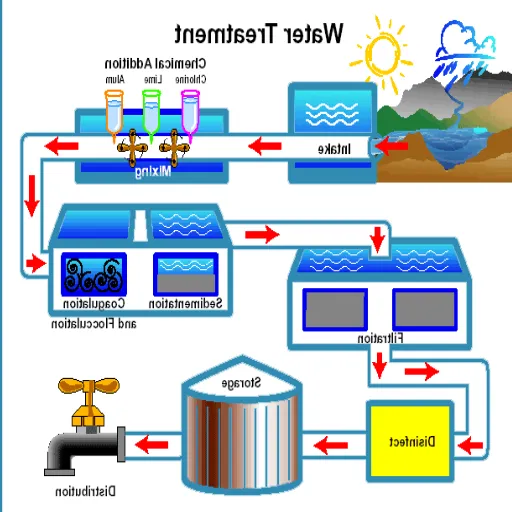
Several highly coordinated and automated stages provide for quality and efficient production in 5L bottled water. The sourcing of water is the first step, generally from underground wells, springs, or municipal supplies. This water then undergoes pretreatment to rid it of impurities, employing filtration systems such as sand filters, activated carbon filters, and sediment screens. Then comes the treatment of water or purification stage, preferably using sophisticated treatment methods like reverse osmosis, UV sterilization, and ozonation to nurture the highest water quality for safety and good service to consumers.
The production line then moves on to bottle making. A high-grade plastic, usually PET (polyethylene terephthalate), is molded into durable yet lightweight 5L bottles through injection blow molding techniques. These bottles are thoroughly sanitized before going for filling in purified water. The filling operation is automatic so as to fill bottles with the right volume and also in a sterilized environment to prevent contamination. Once filled, the bottles are then securely capped, labeled, quality-checked, and then packed. This speedy process is capable of adhering to rigorous health and safety standards, and it is set to showcase all the technological achievements that offer reliability in large-scale production.
Importance of Quality in Bottled Water
In terms of consumer health and trust, bottled water quality is of utmost importance. Absence of harmful contaminants such as bacteria, heavy metals, and chemical residues, all bearing health risk if consumed, shall be ensured in good water. Therefore, complete standards concerning filtration, sanitation, and packaging processes should be employed. Furthermore, constant quality is an equally vital factor which fosters brand reputation in an industry considered highly competitive. Advanced technologies of reverse osmosis and UV treatment make bottled water one step beyond pure and safe. Assured quality does not only conform to the regulations but also assures the consumer that buying any bottle is the safest and most sensible option.
Components of a Complete 5L Water Processing Line
A robust and efficient 5L water processing line incorporates several essential components to ensure high-quality production and operational efficiency. These components include:
Water Treatment System
The process begins with a reliable water treatment system, such as reverse osmosis (RO), filtration units, or UV sterilizers, which remove impurities and disinfect the water, ensuring safety and compliance with health standards.
Storage Tanks
Treated water is stored temporarily in food-grade storage tanks. These tanks maintain the purity of the water and offer sufficient capacity to support continuous production.
Filling and Capping Machines
Automation plays a key role in the filling and capping process. Advanced filling machines ensure the precise dispensing of water into 5L bottles without spillage or contamination. Automated capping systems then securely seal the bottles to maintain freshness.
Bottle Blowers and Washers
Bottle blowers manufacture the 5L bottles from preforms, while washing systems clean and sanitize the bottles before filling to safeguard hygiene.
Labeling and Printing Devices
Modern labeling systems apply product labels with speed and accuracy, while printers mark essential details such as batch codes, expiration dates, and barcodes, improving traceability.
Conveyor Systems
Integrated conveyor belts link all stages of the processing line, ensuring the seamless flow of products and reducing manual handling, which mitigates the risk of contamination.
Inspection and Quality Control Systems
High-tech inspection systems, such as visual scanners and leak detectors, monitor the final product for defects. This step ensures that every 5L water bottle meets rigorous quality standards before reaching the consumer.
Packaging Units
Finally, packaging units bundle the finished bottles for shipping and distribution. Shrink wrapping or crate packaging secures the products for easier handling and transportation.
By combining these components with advanced technologies and proper maintenance protocols, a complete 5L water processing line can deliver consistent, high-quality results while optimizing operational efficiency.
Key Machinery in Water Production

Types of Water Bottling Machines
There are several types of water bottling machines, each designed to perform specific tasks in the production process. These machines cater to varying production scales, automation levels, and product requirements:
Filling Machines
Filling machines are the core of any bottling operation. They precisely measure and dispense water into bottles, ensuring minimal wastage and consistent volume. Advanced systems often include flow meters or gravity filling for optimal accuracy.
Capping Machines
Capping machines secure the bottle caps to maintain product quality and prevent leakage. These machines vary from manual systems for small operations to fully automated rotary capping for high-speed production lines.
Washing Machines
Bottle washing machines ensure that containers are properly cleaned and sanitized before filling. Typically, these systems utilize high-pressure water jets and sanitizing solutions to meet food-grade standards.
Labeling Machines
Labeling machines apply pre-printed or digitally generated labels to the bottles. They accommodate various label designs, such as shrink sleeves or adhesive labels, and ensure precise positioning to enhance the product’s market appeal.
Blow Molding Machines
Blow molding machines are used to manufacture plastic bottles from PET preforms. These machines heat the preforms and mold them into specific shapes, making them a key component for customized packaging.
Packaging Machines
After filling and sealing, packaging machines consolidate bottles for transport. Options include shrink wrapping, carton packing, or creating multi-bottle bundles for easier handling and distribution.
Choosing the appropriate machinery depends on production needs, budget constraints, and the desired level of automation. Modern water bottling equipment integrates advanced features like IoT monitoring and energy-efficient designs to improve productivity and sustainability.
Role of Filling Machines in the Production Process
The water bottling plant necessitates a filling machine as it demands a filling machine for measuring the liquids accurately and impartially into containers. These machines are able to handle different bottle sizes and types, with a precision that considers minimum wastage of product and maximum output. The most up-to-date filling technologies contain all advanced sensors and actuation systems to monitor the filling process in real time, thus guaranteeing filling consistency as well as quality. Depending on specific production requirement, an innovative filling machine may incorporate volumetric or gravity-based filler, while features such as hygienic designs and CIP (clean-in-place) systems maintain the cleanliness and ensure conformance to demanding regulations. Lesser human intervention enabled by the filling machine allows for multiple resultant productivity and economic benefits in a water bottling plant.
Blowing Machines and Their Functionality
The blowing machines serve a vital purpose in the water bottling industry-making bottles of plastic preforms into a process known as stretch blow molding. The stretch blow molding process involves heating the preforms to a certain temperature and then stretching and blowing compressed air into molds to give bottles with the designated shape and size. These modern blowing machines have been designed with an objective to attain high efficiency and conserve energy, equipped further with features like automatic temperature control, good air consumption, and fast mold change systems. These technologies now increase the rate of output rather than uniform as asked by the industry’s requirement for bottle quality-and also sustainability in its work. Many blowing machines are now being designed with more sensing and monitoring capabilities, thus further increasing their rate of accuracy and therefore reductions in wastage, which makes them indispensable in large-scale operations. Being flexible and reliable, blowing machines align manufacturers toward cost-effective maintenance of variable market demands.
Water Treatment Processes
Filtration and Purification Techniques
Filtration and purification are important steps in making sure that water is safe for use in industries as well as for human consumption. Filtration operation typically involves removal of major particles, sediments, and impurities through the application of approaches that include sand filter, carbon filter, or membrane filtration. These methods are known to be effective against suspended solids and contaminants which influence the clarity and quality of water.
On the other hand, purification eliminates minute impurities and contaminants. Methods of treatment include UV disinfection; reverse osmosis; and chlorination. UV light disinfection uses a strong light source to kill harmful microorganisms, whereas reverse osmosis works by passing water through a semi-permeable membrane to trap particular ions, bacteria, and other dissolved contaminants. Theoretically, these treatment methods can be combined to meet the strict standards set for potable and industrial-grade water to the maximum safety or efficiency in water systems.
Mineral Water Production Methods
Starting from a strictly controlled series of operations to ensure purity and mineral composition while maintaining the true character of the water, mineral water is produced. The water production begins generally from a protected natural source, from where the water is drawn and immediately transported through stainless steel pipelines, ensuring prevention from contamination. Microfiltration or similar methods are normally applied to remove the finer particles without changing the original mineral content.
Depending on the intended profile of the eventual product, mineral-enhancing methods may be applied to reconstitute or adjust essential mineral content, such as calcium, magnesium, or potassium. For microbial safety, ozonation is frequently done as the last step; being a physical method, it does not alter the natural taste of water and requires no addition of chemicals. Quality control is observed throughout every stage of the production in order to conform to standards set by regulations and to meet consumer expectations. In doing so, consumers are assured that the end product is safe to drink and yet still retains its benefits.
Ensuring Safety and Compliance in Water Treatment
Safety and compliance certainly are at stake when advanced technologies are applied to water treatment processes under stringent regulatory frameworks. Modern practices promote sustainable methods like those of reverse osmosis, UV purification systems, and advanced filtration to ensure water purity with minimum environmental impact. Capitalizing on real-time monitoring systems and IoT-enabled devices has thus advanced quality control through precise tracking of water quality parameters. Forty-odd water treatment plants continuously work to advance their processes by following new research and guidelines from the industry, so as to develop along with the ever-changing safety standards and to best address the global water security challenge.
The Bottle Filling Process

Choosing the Right Water Bottle Filling Machine
Several critical decision points affecting efficiency, reliability, and job or plant are chosen for when buying a water filling machine. Product type and volume come first. Machines are often made to fill specific liquids, such as purified water or carbonated beverages, with output capacities varying greatly according to production requirements. Three more things are examined according to the level of automation required. Faster operations, labor costs, and scalability over time are all forged by the choice of manual, semi-automatic, or fully-automatic filling hygienic machine.
Support bottle sizes and materials to give the machine some flexibility to accommodate varying market needs. Also consider durability and ease of maintenance since such features define the lifespan of the machine and reduce downtime. Lastly, sustainability features include energy efficiency whose minimal wastage is considered an advantage. This helps to reduce costs and carbon footprint. Hence, if the aforementioned criteria are kept under consideration and a machine is chosen that fits production needs, then it will benefit businesses in terms of good performance and lasting success.
Steps in the Bottle Filling Process
The bottle filling process is a carefully orchestrated operation designed to ensure efficiency, hygiene, and precision. Below are the key steps involved:
- Bottle Preparation: The process begins with bottles being loaded onto the production line. They are cleaned and sterilized to eliminate contaminants, ensuring product safety and quality.
- Filling: The cleaned bottles are then moved to the filling station. Depending on the type of liquid and container, different methods such as gravity filling, pressure filling, or vacuum filling are employed to achieve accurate volume levels.
- Capping: Once filled, the bottles are transported to the capping unit, where caps are securely applied to seal the contents. This step ensures that the product remains uncontaminated and maintains its integrity during transportation and storage.
- Labeling: After capping, the bottles are labeled with essential information such as branding, ingredients, production date, and expiration date. Precision in this step ensures compliance with regulatory standards and enhances product appeal.
- Inspection: A thorough quality control inspection is conducted to ensure that each bottle meets the required specifications. Any defective or improperly filled bottles are removed from the production line.
- Packaging: Finally, the bottles are grouped, packed, and prepared for distribution. This step includes secondary packaging such as cartons or shrink-wrapping for secure handling and shipping.
Each step in the bottle filling process is integral to maintaining high standards of quality and efficiency, making it an essential component of modern production lines.
Automation in Bottle Filling Lines
Automation in a bottle-filling line has forever transformed manufacturing, ensuring precise, efficient, and operating with consistency. Keeping the state of the art automated process equipped with sensors, robotics, and AI algorithms that can change the camera-based measuring filling process in real-time; this is exactly how. Less manual intervention has also meant fewer opportunities for errors, contamination, and waste. In addition, automated systems are also capable of collecting and analyzing vast amounts of data on the performance metrics, production rates, and quality compliance, thereby aiding the optimization of these parameters on the manufacturer’s side. This gave bottling companies enormous throughput possibilities coupled with top-notch product integrity, jiving well with requirements for a fast-moving, highly competitive market.
Labeling and Packaging of Bottled Water

Importance of Labeling in Branding
Labeling plays a critical role in branding especially in a highly competitive industry such as bottled water. From my point of view, a fine label could very well be the personality of the product that immediately draws the attention of consumers and distinguishes it from many competing products on the shelves. The label visualizes the brand’s identity through logos, colors, fonts, and creative images that convey the spirit of the product, and therefore, its value, virtue, and uniqueness. A label, if done right, would simply draw the attention of a purchaser, yet more importantly, an impression will be etched in time to build trust and develop loyalty toward the brand.
Labels are not just killers in the beauty aspect; they do much more in communicating important pieces of information to the consumer. The labeling, or the claim might state various facts ranging from waters’ source, nutritional value, certification, or eco-packaging claims and so on, thereby increasing transparency and meeting consumer expectations on honesty and responsibility. With the increasing influence of consumers focusing more and more on being environmentally conscientious, communicating sustainability messages or carrying sustainability certification on their labels is of growing importance. A strong label tells a story about the product and resonates with the values of its target audience, thereby driving buying decisions and furthering market perception of the brand.
Innovations in labeling techniques, such as digital printing and the use of smart labels with QR codes, are fields in which I have seen opportunities to build relationships even more with consumers trapped within some technological limitations, allowing for interactivity so that the brands can offer extended storylines or promote recycling incentives, or even share exclusive content with consumers. The label definitely supports marketing, but stands equal to it in asserting brand positioning and building a great narrative in the minds of consumers.
Types of Labeling Machines
There are many types of labeling machines available decided by the considerations of production and packaging requirements from one vendor to another. I recognize pressure-sensitive, shrink sleeve, wrap-around, and print-and-apply labelers as the main groups. Pressure-sensitive labelers are indeed among the most flexible and widely used.” They apply an adhesive-backed label directly onto a surface, and any bottles, cartons, or jars will do. These machines offer glories of precision and are component animals in food, beverage, pharmaceutical, and cosmetic industries.
Shrink sleeve labelers, by contrast, apply heat to shrink a plastic label onto a product, offering a tamper-proof seal along with a 360-degree branding space. This particular kind of labeling is especially beneficial for food and beverage items, personal care products, and even washable cleaning products, all the way through to the final visually guarded-and-wrapped solution. Meanwhile, wrap-around labelers are particularly suited for cylindrical containers as they wrap a label completely around the container. They find applications commonly in wine, spirits, and other beverage industries wishing to present a continuous full wrap.
Lastly, print-and-apply labelers bring together automation and customization. These machines print barcodes, dates, or batch numbers as variable data and apply the label to a product or package. Used in logistics and e-commerce to streamline operation efficiencies with accurate labeling in real-time. Each of these types has its effectiveness and application; therefore, in choosing the right machine, one should consider production speed, container shape, and special labeling needs related to the industry it is serving.
Packaging Options for Bottled Water
When evaluating packaging choices for bottled water, the first things to consider are functionality, sustainability, and cost-efficiency. The common choice in packaging is plastic bottles made mostly with PET (polyethylene terephthalate). Since these are lightweight, durable, and reasonably priced, they do have the edge in the market. However, as the world becomes more environmentally conscious, consumers-as well as businesses-demand alternatives. rPET and biodegradable plastics start becoming favored alternatives because they try to lessen the pollution while sustaining that convenience normal plastics have.
An additional modern option would be everything aluminum cans and bottles. Aluminum is infinitely recyclable, and the material has gained commercial preference as a green alternative in the bottling industry. Furthermore, it opens up great possibilities for branding. From design to finish, aluminum bottles are sleek and durable. Glass bottles thus remain the more prestigious option, generally assigned to the upscale water brands. Through them, brands depict an air of luxury and purity, whereas the heavier-weight glass bottles cost more in terms of production and transportation. They, however, can be bought back into use after much washing or even selling afterward and are recyclable.
In pursuit of ulteriorly sustainable solutions, boxed water and compostable cartons are increasingly available. With options made from renewable materials such as paperboard and plant-based liners, the genuine environmentalist would go for such options. Each of these packaging types present their own pros and cons, and the decision of which packaging type to go with ultimately depends on the souls and conscience of your enterprise and the consumers—whether it be more carbon footprint, an image of exclusiveness, or just keeping it cheap.
Reference Sources
- HOW THE 5 GALLON BOTTLING PLANT PROCESSING – Explains the purification and processing steps for water bottling plants.
- The Process Flow of Mineral Water Production Line – Details the production process, including water treatment and bottle preparation.
- Complete Line for 5L Still Mineral Water Bottles | SIPA – A video showcasing a complete bottling line for 5L PET bottles, including integrated systems.
- Complete Bottled Water Production Line From A to Z – Demonstrates the setup and operation of a bottled water production line from start to finish.
- How to Scale a 5L Water Filling Line for Higher Demand – Offers insights into scaling up a 5L water filling line to meet increased production demands.
Frequently Asked Questions (FAQs)
DU
Articles: 45


Trending now



