Get in touch with Victorystar

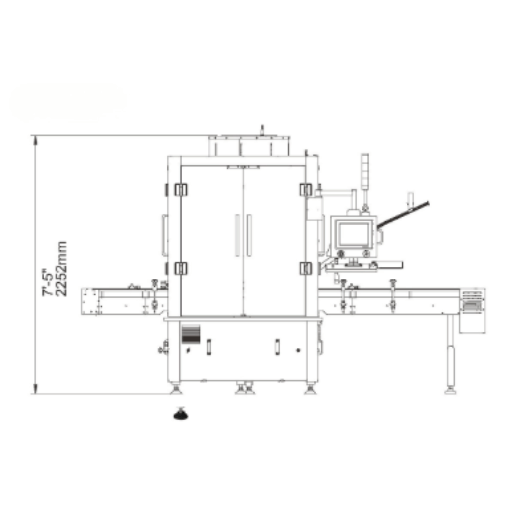
Bottled Water Production Line: 330ml & 500ml Filling Machines
Contents
show
Bottled water consumption is an area that keeps rising globally, main reasons for this being the consumer’s demand for convenience, purity, and hydration on the go. To meet such a big demand, it is necessary to have production systems that are very efficient, precise, and reliable and that can be adapted to various bottle sizes. This paper will discuss the bottled water production lines in detail, especially the already advanced 330ml and 500ml filling machines that have caused a revolution in the industry. The readers will get to know about the technology, design, and operational efficiencies of these machines as well as how they produce high-quality output while complying with strict regulatory standards. You are either a plant manager, an industry professional, or an entrepreneur looking for water bottling possibilities; this extensive guide will offer you the competency to maximize your production and remain competitive in today’s rapidly changing market.
💧
Overview of Bottled Water Production

Bottled water production is an intricate procedure that consists of the stages aimed at ensuring the drinking water quality, safety, and meeting the industry standards. As the water source, it can either be a natural spring or a well or a water supply from a city; in other words, it can be human-made. After this, the water is going to pass through a series of filtration and purification to ultimately get rid of any impurities and be ready for the regulations. Purification technologies that are mostly used for this purpose are: reverse osmosis, ultraviolet (UV) treatment, and ozone disinfection.
After the purification process is over, the water is moved to the bottling production line where it will go into the pre-sterilized bottles. State-of-the-art bottling machines have the capacity to meticulously handle sanitation protocols with the aid of automated systems that are set to minimize contamination risk. It is after filling that the bottles will be capped, nutrients will be labeled with the product’s information, and finally, they will undergo a quality control check. Then, the ready-to-drink bottles will be packed and distributed through different supply chains so that they can reach the end users quickly. The entire procedure is characterized by a commitment to consistency, sustainability, and safety.
🌟
Importance of Bottled Water in Today’s Market
Bottled water is an important part of the market today because it satisfies the increasing demand for hydration solutions that are easy, safe, and of good quality. It is a dependable replacement in areas where the supply of clean drinking water is either limited or doubtful and thus helps to maintain public health and safety. Besides, high-end bottled water products attract consumers who have particular demands like mineral content, taste or environmentally friendly packaging, thus expanding its attraction even more. The producers’ dedication to new technologies and adherence to the harsh regulations makes bottled water an unmissable item in both urban and rural areas.
Different Bottle Sizes: 330ml, 500ml, and Beyond
The bottled water industry’s offer of different bottle sizes is meant to cater to the different consumer needs in the most effective way. The 330ml bottle size is the most popular for the individual who is always on the go and would like to take his water with him as it is very convenient and portable. A 500ml bottle is slightly larger and it can be considered a versatile choice, a good compromise between portability and a larger volume enough for longer periods. In addition to these standard sizes, larger formats like 1L, 1.5L, and even multi-gallon containers are often used for hydration in households, offices, or for emergency preparedness. The wide variety of bottle sizes not only points to the industry’s flexibility but also shows that it can adapt to different situations that range from personal use and outdoor activities to bulk storage and eco-friendly refilling systems aimed at sustainability.
| Bottle Size | Primary Use Case | Target Consumer | Key Advantage |
|---|---|---|---|
| 330ml | On-the-go hydration | Active individuals, commuters | Maximum portability |
| 500ml | Daily hydration, sports | General consumers, athletes | Optimal balance of size & volume |
| 1L – 1.5L | Extended use, sharing | Families, office workers | Higher volume, fewer refills |
| Multi-gallon | Bulk storage, emergency prep | Households, businesses | Cost-effective, sustainability |
Understanding Water Treatment Processes
Water treatment is a complex process that consists of different stages, each one regulated and monitored very carefully, and their main goal is to make the water quality meet, or even exceed, the environmental and health standards. Among these steps are the coagulation and flocculation phases in which chemicals are first added to form bigger particles from the smaller ones (impurities) that will later be removed by sedimentation; then the sand, gravel, or membranes filtration takes place to get rid of even the smallest particles; the last step is disinfection, which usually involves the addition of chlorine or exposure to UV light, and is meant to destroy all the pathogenic microbes. The choice of these advanced techniques such as reverse osmosis or activated carbon filtration will depend on what specific contaminants need to be addressed. Eventually, these procedures, which together form a whole, make the water safe for its intended use, whether it is drinking, industrial purposes, or agriculture.
🔧 Key Features of Water Bottling Machines

1. Automated Filling Systems
Extremely accurate filling systems not only minimize the amount of filling material but also keep the product uniform. They are capable of handling different sizes of bottles in a way that is seamless.
2. Integrated Cleaning Units
The unit sterilizing both bottles and caps is to assure maximum hygiene and prevention of any sort of contamination.
3. High-Speed Production
The contemporary machines are capable of filling and sealing tens of thousands of bottles in one hour, thus, pushing the production limit up.
4. Adjustable Settings
The different settings make it easy for the workers to change the machines to the new product types and packaging requirements.
5. Durable Construction
These machines are made from heavy-duty materials, thus their lifetime will be long and maintenance will be minimal.
6. Quality Control Mechanisms
The sensors and the monitoring systems used for detection of the problems are built in, and they make sure that all the bottles that are ready for shipping are up to the standards set by the industry.
The combination of these features allows water bottling machines to perform at their best, facilitate growth, and comply with the strictest health and safety regulations.
Durability and Build Materials
The lifespan of water bottling machines is mainly dependent on the selection of industrial-grade materials for their construction, including stainless steel and reinforced alloys. These materials offer outstanding resistance to rust, abrasion, and high operational stress, which secure their being long-lived even in case of frequent use during rigorous production. On top of that, the application of protective coatings and the use of precision-engineered components improve the overall structural integrity, thus reducing the occurrence of downtimes and the amount of maintenance costs as well.
After-Sales Support and Maintenance
The provision of thorough after-sales support and maintenance services is vital to smooth operation and keeping industrial equipment alive for maximum period. These services usually consist of periodic checks, immediate repairs and supply of original spare parts. The use of advanced diagnostic tools coupled with remote monitoring facilities can significantly facilitate the identification and fixing of problems thus prolonging downtime. Employee training by professionals at the site together with strong technical support boosts operational efficiency and minimizes the likelihood of sudden failures. This is the case with most if not all, maintenance strategies that make up such a scenario which is formed by the merging of the peak performance with high-demand industrial settings.
Automation and Efficiency in Filling Machines
The introduction of automation in filling machines is changing the way industries operate by offering unmatched precision, speed, and uniformity. The latest automated systems employ sophisticated sensors and PLCs (programmable logic controllers) to achieve flawless filling amounts, thereby cutting back on material wastage and raising productivity levels all around. Moreover, the efficiency is made higher by the use of adaptive control systems, which allow for real-time adjustments to different product types or environmental conditions. The collaboration with Industry 4.0 technologies also provides predictive maintenance and smooth data sharing as key benefits, resulting in the best possible machine uptime. With automation, the manufacturers can thus comply with the most demanding quality requirements while at the same time carrying out production processes that are more economical.
Technical Specifications
⚙️ Specifications for Filling and Capping
Filling Accuracy
±0.5% to ensure all bottles have the same liquid volume
Capping Speed
Maximum 300 caps per minute, depending on bottle and cap size
Material Compatibility
PET, glass, and HDPE bottles (0.2 – 2 liters)
Capping Torque Control
Adjustable from 5 to 20 Nm to prevent over-tightening and leakage
Hygienic Design
Integrated CIP (Clean-in-Place) systems for thorough internal cleaning
Power Requirements
380V, 50Hz, 3-phase power supply for standard operation
Automation Level
Fully automated PLC system with touch-screen interface
Temperature Range
4°C to 85°C for diverse product types
These specifications guarantee that the machine will provide high performance and operational reliability even in diverse production environments.
Specifications for 330ml and 500ml Water Bottles
| Specification | 330ml Bottle | 500ml Bottle |
|---|---|---|
| Height | 167mm | 207mm |
| Diameter | 58mm | 67mm |
| Filling Volume Tolerance | ±1.5% for both sizes | |
| Material Compatibility | PET and HDPE (food-grade) | |
| Maximum Production Output | Up to 12,000 bottles/hour | Up to 10,000 bottles/hour |
| Cap Specifications | 28mm or 30mm screw caps with tamper-proof sealing | |
| Labeling Options | Wrap-around, pressure-sensitive, or sleeve labels | |
The specifications provided let the whole process work smoothly with the right amount of precision and the right amount of efficiency for different bottle sizes in various operation situations.
Filling and Capping Techniques
Filling Techniques for Various Bottle Types
Filling methods choice is dictated by the bottle type, material, and end usage. Gravity filling is usually used for standard cylindrical or slightly tapered bottles since it is easy and effective, especially for low-viscosity liquids. For higher viscosity products, filling by piston or volumetrically measuring ensures that there is accurate and consistent dispensing. Pressure gravity filling is the best method for carbonated drinks to keep the product quality intact, while vacuum filling is the best choice for rigid containers that are likely to overflow. Furthermore, aseptic filling is very important for sterile products such as pharmaceuticals and dairy to prevent contamination. Each technique is tailored to the product’s physical properties, thus assuring reliability and efficiency of production workflows.
Comparison of Filling Methods
Gravity Filling
Best for: Low-viscosity liquids
Simple, cost-effective solution for standard bottles
Piston/Volumetric
Best for: High-viscosity products
Accurate and consistent dispensing
Pressure Gravity
Best for: Carbonated beverages
Maintains product quality and carbonation
Vacuum Filling
Best for: Rigid containers
Prevents overflow in sensitive applications
Aseptic Filling
Best for: Sterile products
Critical for pharmaceuticals and dairy
Capping Methods for Secure Bottling
Capping methods play an essential role in performing the functions of product safety, sterility, and shelf life through bottling. The most frequently implemented methods are screw capping, which applies threaded caps for airtight seals; press-on caps, perfect for snap-fit closures; and crimping, which is very common in pharmaceuticals or carbonated drink packaging to provide tamper-evidence. Induction sealing is another cutting-edge technology that entails the use of electromagnetic fields to attach a thin foil to the container’s opening, creating a strong and leak-proof seal. The selection of a particular method relies on the material of the container, the characteristics of the product, and the regulations of the industry, thereby making sure of both compliance and integrity of the product through different applications.
Innovations in Water Bottling Technology

Techniques used in the water bottling industry have recently changed and the main focus is on making the process more efficient, precise, and sustainable. The new automated systems incorporate high-tech sensors for live monitoring to make sure the right amount of product is filled into the containers, thereby lessening the waste of the product. In an effort to be more eco-friendly, the companies have come up with energy-efficient machines that consume less power during the entire production process. The new and innovative packaging materials like biodegradable plastics and lightweight bottle designs are some of the approaches to reducing the impact of bottling on the environment, plus the bottles and bags made from such materials will not get old less durable, and not less functional. All these advances not only upgrade the business but also satisfy the demand of consumers and the environment which is constantly changing.
🤖
Latest Developments in Automated Bottling
The deployment of artificial intelligence (AI) and IoT devices has resulted in tremendous progress in automation within the bottling industry. The bottling installations nowadays come with real-time monitoring systems that not only detect but also eliminate inefficient production flows and give maintenance recommendations based on predictive analysis. The use of robotics is also very important; for instance, high-speed robotic arms are now performing sorting, capping, and labeling with astonishing accuracy and speed. On top of that, the application of machine learning is making the whole production process to be dynamically managed, which leads to the quick shifting between different product kinds, thus cutting down on the time lost and multiplying the output.
🔬
Precision Filtration Technology Advances
Precision filtration technologies have undergone considerable transformation to adapt to the strict requirements of contemporary manufacturing environments. Advanced membrane filtration systems, nanofiltration, and self-cleaning backwashing systems among others, are now able to perfectly filter out even the tiniest particles and most stubborn impurities. Implementing these modern methods not only increases the trustworthiness of the process and the lifespan of the equipment, but also meets the tightest quality standards. Thus their usage has become indispensable in the production of pharmaceuticals, food and beverages, and many more.
⚡
Energy-Efficient Processing Solutions
Solutions for energy-efficient processing are essential for the dual purpose of maximizing the performance and lessening the impact on the environment. These setups use tech such as variable frequency drives (VFDs), sophisticated heat exchangers, and energy recovery plants to cut down power use during the whole production cycle. Through the exploitation of real-time monitoring and predictive analytics, these systems manage the power use in an exact manner, thereby reducing waste and conforming to the sustainability goals. Their application not only leads to lower operational expenditures but also helps in meeting the regulations and improving the overall efficiency of the system.
Global Industry Standards and Compliance

Following global industry standards is essential for maintaining the quality, safety, and uniformity of products in the bottling operations. For example, ISO 9001 deals with quality management and ISO 22000 guarantees that food safety practices are met. Moreover, adherence to regional regulations, such as those of the US FDA or the EU directives for food contact materials, ensures that both legal and consumer protection requirements are satisfied. Through regular audits and certifications, bottling companies not only keep their compliance but also build trust and remain competitive in the global market.
✓ Compliance Framework
Regulatory Requirements for Bottled Water Production
For bottled water production, companies have to comply with both international and local regulatory requirements to obtain the full regulatory compliance. This means they must also have the ISO certifications, such as ISO 9001 for quality management systems and ISO 22000 for food safety management, among others. Besides, the manufacturers should satisfy the very demanding standards imposed by the local governments, for instance, the U.S. FDA’s regulations for bottled water quality or the European Union’s guidance on food contact materials. Regularly performed internal and external audits, along with the acquisition of required certifications, are the measures taken for maintaining accountability and promoting continuous improvement. In a very tightly regulated industry, staying abreast of changing regulations and technological innovations is vital for meeting the legal, safety and consumer trust benchmarks.
Quality Certifications for Water Bottling Machines
To achieve regulatory compliance and keep high standards of operation, water bottling machines must follow certain important quality certifications and among them is the ISO 9001. It is a certificate for quality management systems that assures product quality and operational efficiency at the same time. ISO 22000, another certification, comes in together with hygiene and safety levels of machines necessary for consumable products handling and is the certification for food safety management. CE marking is there for the European markets to show that the produced items are in accordance with the health, safety, and environmental protection regulations. NSF certification is equally important in North America where it certifies the machines are suitable for the public health standards of food and water handling. Getting these certifications not only makes it easier to comply with regulations but also gives the consumers’ trust and puts the companies in the leading position in the market.
Best Practices for Maintaining Compliance
In order to effectively keep up with compliance, it is necessary to create and use a very strong system for quality management which will be monitoring and documenting the operational processes regularly. Plan regular audits in order to discover and correct any deviations from the regulatory standards as quick as possible. Furthermore, provide every single employee with full training on the applicable regulations so that the compliance culture will be maintained throughout the organization. Getting the news on changes in laws and certification requirements is the most important thing that requires continuous interaction with the regulatory authorities in the industry. Last but not least, make sure that you have very good and trustworthy testing and inspection procedures in place to make sure that all products and devices are compliant with the necessary standards before they reach the market. Such actions reduce risks simultaneously with maintaining the regulatory adherence.
📚 Reference Sources
NAVAN – Water in a Bottle Production Line
Gives total drinking water line solutions, utilizing knowledge of the whole bottling process.
Victory Star – 330ml to 1500ml Water Processing Line
Offers modern water processing lines that manage bottles from 330ml to 1500ml with efficiency and sustainability.
Mordor Intelligence – Bottled Water Processing Market
Investigates the market size, trends, and growth forecasts for bottled water processing with a focus on different bottle sizes.
Frequently Asked Questions (FAQs)
Q
What is the processing line’s equipment for these bottle sizes?
The processing line commonly contains the water treatment systems, the bottle manufacturing machines, the filling machines, the capping machines, the labeling machines, and the packaging systems.
Q
Is it possible to switch over to different types or sizes of bottles in the production lines?
Indeed the majority of production lines are equipped to manage different sizes of bottles (330ml, 500ml, 1000ml, 1500ml) thanks to their adjustable parts.
Q
What is the maximum output of water processing lines?
The output varies from small scale (1,000 bottles/hour) to large scale industrial units (30,000 bottles/hour or even more).
Q
What are the equipment requirements in terms of certification?
Some of the essential certifications that ensure the equipment complies with the quality and safety standards are ISO, CE, and FDA.
Q
In what ways do the manufacturers secure the quality of the bottled water?
Water quality and safety are guaranteed by sophisticated methods such as reverse osmosis, UV sterilization, and ozone treatment.
Candy
Articles: 37


Trending now



